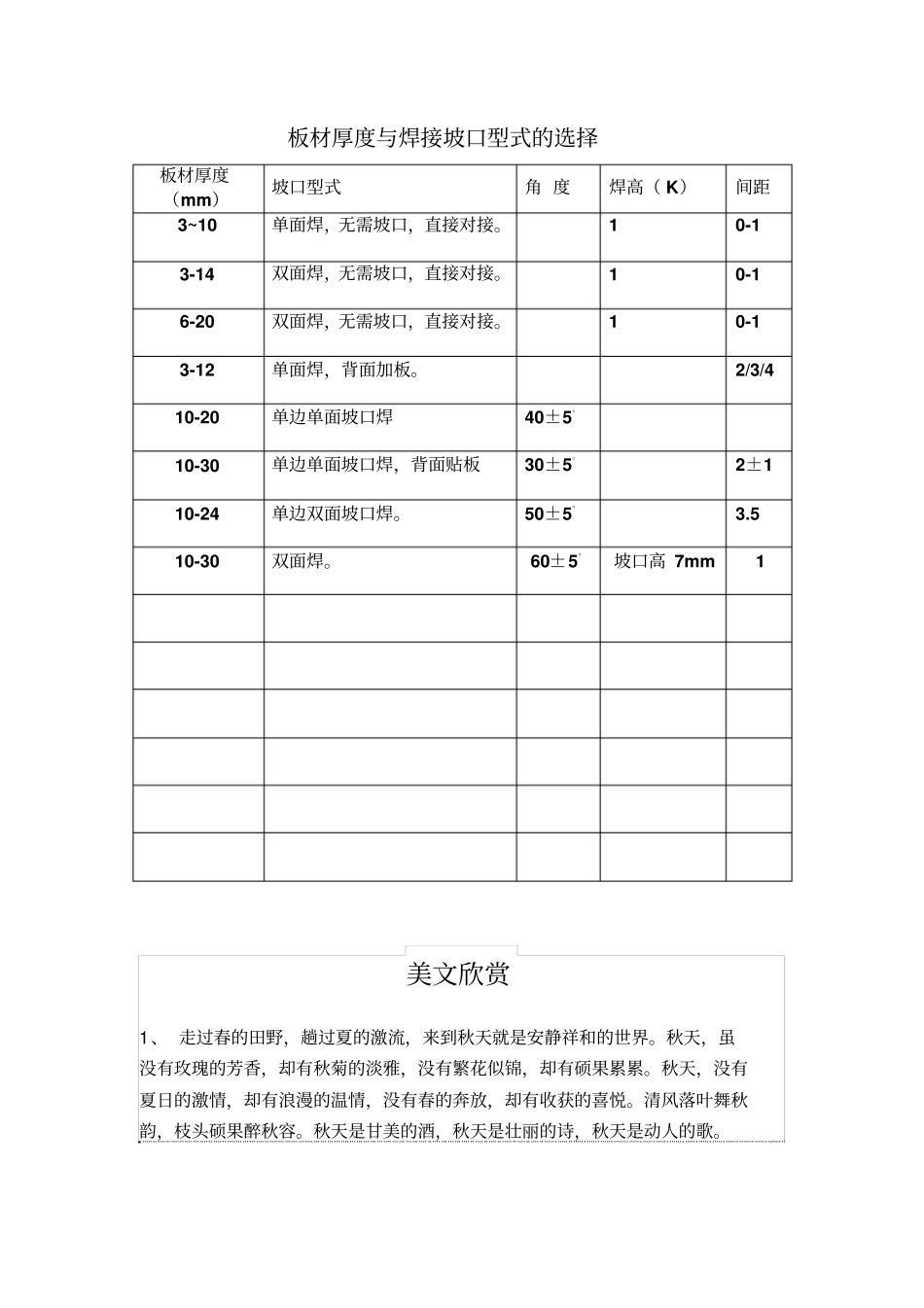
锅炉压力容器常用钢材及焊接材料选用表钢号焊接方法应选用的焊材料牌号允许代用钢( 102)12Cr2MoWVTiB 手工电弧焊条:新热 347 1Cr13,2Cr13 手工电弧焊条:奥 307、奥 407 1Cr18Ni9 手工电弧焊条:奥 107 1Cr18Ni9Ti 手工电弧焊条:奥 132、奥 137 Cr20Ni14Si2 手工电弧焊条:奥 402、奥 407(用于高过梳形夹套合金钢( σs≤45kg/m2 )与碳钢焊接手工电弧焊条:结 507、结 557 合金钢( σs≤45kg/m2 )与15CrMo\13CrMo44 手工电弧焊条:结 607 合金钢( σs≤45kg/m2 )与12CrMo\10CrMoTi10 手工电弧焊条:结 607 15CrMo+ 碳钢手工电弧焊条:结 507 钢 102+15CrMo\12Cr1MoV 手工电弧焊条:热 317 钢 102+碳钢手工电弧焊条:热 307 12Cr1MoV+15CrMo 手工电弧焊条:热 307 12Cr1MoV+ 碳钢手工电弧焊条:结热 307 手工电弧手工电弧新堆 507MoNb 堆802\HF-6(进口 ) 铸铁补焊手工电弧铸 116,铸 117(一 般铸508(重要 ) 铸 308 板材厚度与焊接坡口型式的选择板材厚度(mm)坡口型式角 度焊高( K)间距3~10 单面焊,无需坡口,直接对接
1 0-1 3-14 双面焊,无需坡口,直接对接
1 0-1 6-20 双面焊,无需坡口,直接对接
1 0-1 3-12 单面焊,背面加板
2/3/4 10-20 单边单面坡口焊40±5
10-30 单边单面坡口焊,背面贴板30±5
2±1 10-24 单边双面坡口焊
5 10-30 双面焊
坡口高 7mm 1 美文欣赏1、 走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界