Q/GYB681-2007双真空熔炼9310钢技术条件1范围1
1 主题内容本技术条件规定了真空感应熔炼+真空自耗重熔的 9310 钢棒的基本要求,是制造和使用该钢的依据
规定了棒材技术要求、试验方法、尺寸、标识、包装及质量证明书、质量保证等内容
2 适用范围本技术条件仅适用于不大于Ф260mm 锻造、热轧棒材
2引用文件下列引用文件在本技术条件规定范围内,构成本技术条件的一部分,应采用最新版本
GB/T223钢铁及合金化学分析方法GB/T225钢的淬透性末端淬火试验法GB/T228金属拉伸试验方法GB/T231
1金属布氏硬度试验方法 第Ⅰ部分:试验方法GB/T702热轧圆钢和方钢尺寸、外形、重量及允许偏差GB/T908锻制圆钢和方钢尺寸、外形、重量及允许偏差GB/T2101型钢验收、包装、标志及质量证明书的一般规定GB/T4162锻轧钢棒超声波检验方法GB/T2975钢及钢产品力学性能试验取样位置及试样制备GB/T10121钢材塔形发纹磁粉检验方法GB/T20066钢和铁 化学成分测定用试样的取样和制样方法AMS 2259变形低合金钢和碳钢化学成分检验分析极限AMS2300航空高级优质钢纯洁度的磁粉检验方法ASTM E112金属平均晶粒度测定方法ASTM A604自耗重熔钢棒和钢坯的低倍腐蚀检验方法ASTM E45钢的夹杂物检验方法3技术要求3
1 冶炼方法采用真空感应+真空自耗重熔冶炼方法冶炼
2 化学成分1Q/GYB681-2007 3
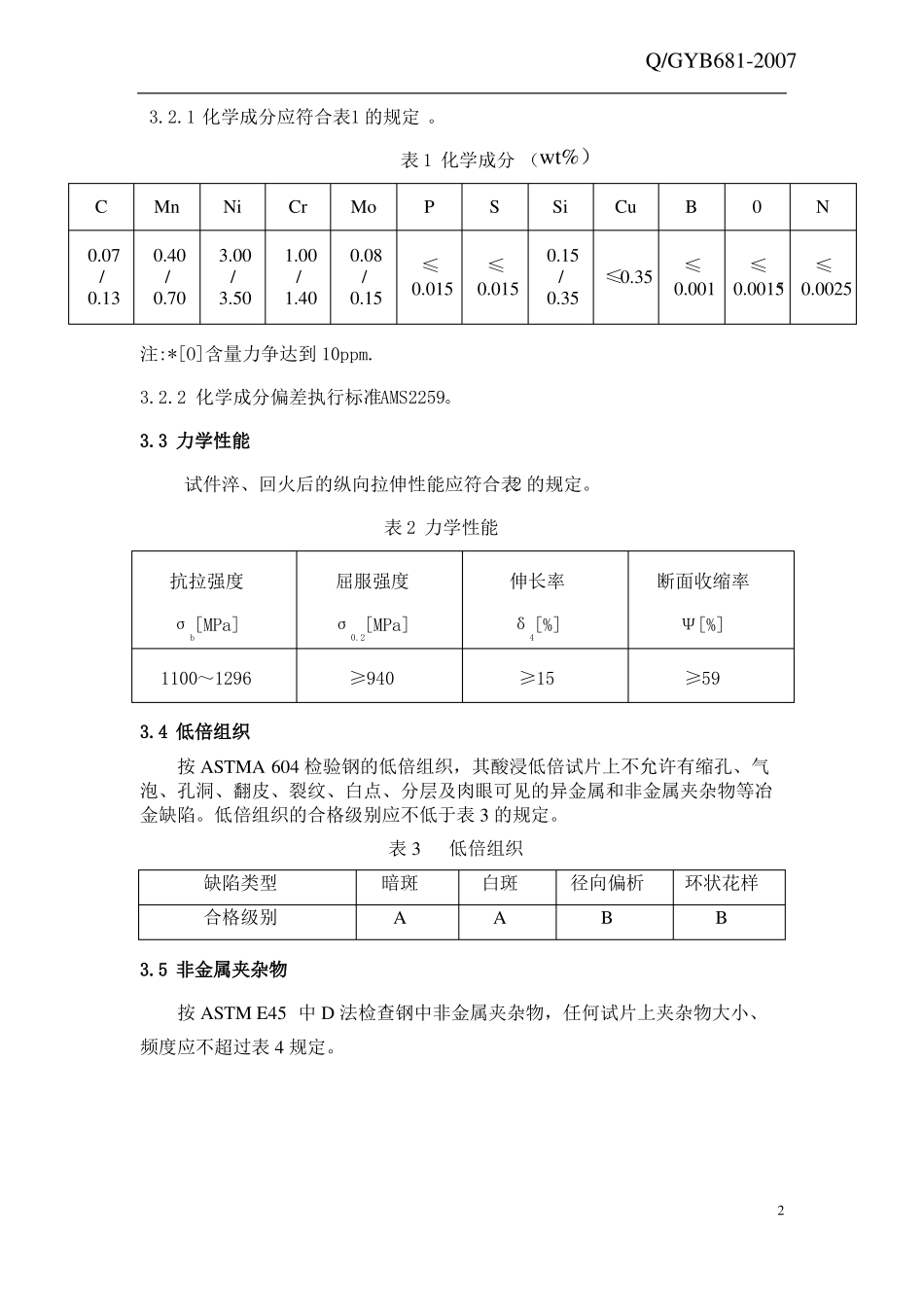
1 化学成分应符合表1 的规定
表 1 化学成分 (wt%)C0
015S≤0
015Si0
35CuB≤0
0010N≤0
0015*0
0025注:*[O]含量力争达到 10ppm