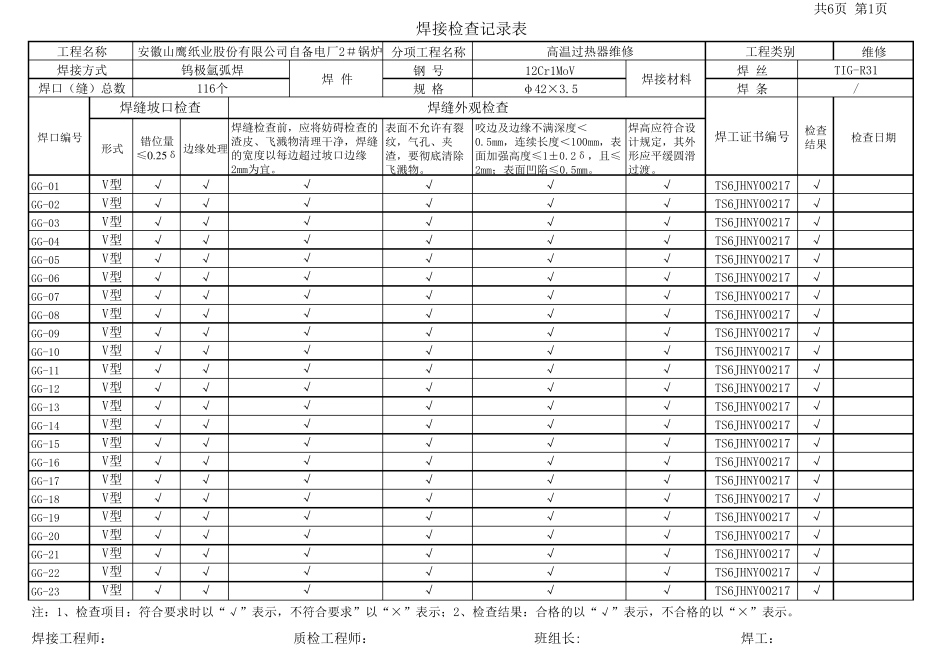
共6页 第1页分项工程名称维修钢 号12Cr1MoV焊 丝规 格φ42×3
5焊 条形式错位量≤0
2 5 δ边缘处理表面不允许有裂纹,气孔、夹渣,要彻底清除飞溅物
咬边及边缘不满深度<0
5mm,连续长度<100mm,表面加强高度≤1±0
2δ,且≤2mm;表面凹陷≤0
焊高应符合设计规定,其外形应平缓圆滑过渡
GG-01V型√√√√√TS6JHNY00217√GG-02V型√√√√√TS6JHNY00217√GG-03V型√√√√√TS6JHNY00217√GG-04V型√√√√√TS6JHNY00217√GG-05V型√√√√√TS6JHNY00217√GG-06V型√√√√√TS6JHNY00217√GG-07V型√√√√√TS6JHNY00217√GG-08V型√√√√√TS6JHNY00217√GG-09V型√√√√√TS6JHNY00217√GG-10V型√√√√√TS6JHNY00217√GG-11V型√√√√√TS6JHNY00217√GG-12V型√√√√√TS6JHNY00217√GG-13V型√√√√√TS6JHNY00217√GG-14V型√√√√√TS6JHNY00217√GG-15V型√√√√√TS6JHNY00217√GG-16V型√√√√√TS6JHNY00217√GG-17V型√√√√√TS6JHNY00217√GG-18V型√√√√√TS6JHNY00217√GG-19V型√√√√√TS6JHNY00217√GG-20V型√√√√√TS6JHNY00217√GG-21V型√√√√√TS6JHNY00217√GG-22V型√√√√√TS6JHNY00217√GG-23V型√√√√√TS6JHNY00217√TIG-R31/高温过热器维修工程类别焊缝坡口检查 焊口编号焊缝外观检查检查结果焊工证书编号焊缝检查前,应将妨碍检查的渣皮、