1 第一章 现代刀具材料发展与应用技术 各种刀具的切削性能首先取决于刀具材料,其次是刀具结构几何角度、刀面硬化处理、质量保证等
从刀具使用寿命的角度来看,对刀具材料的性能要求主要是耐磨性、强韧性和 红 硬性,以及抗粘性、抗扩散性能力
所以合理选择刀具材料是刀具制造的第一步,也是决定刀具使用的先决条件
其次,选择合理的切削参数,方能获得最佳的切削效果
本文主题是介绍硬质合金、陶瓷刀具、立方氮化硼和金刚石刀具
刀具材料分为六大类:即工具钢、高速钢、硬质合金、陶瓷刀具材料、立方氮化硼和金刚石
国际标准化组织对切削加工用的硬质合金、陶瓷、立方氮化硼、金刚石刀具材料分类、分组做了明确规定
分类代号是用一个英文字母表示:即P 表示切削加工钢材,M 表示加工不锈钢,K 表示加工铸铁,S 表示加工高温合金、钛合金,H 表示加工淬硬钢等硬材料,N 表示加工有色金属等材料
分组标誌,每一类中的各个牌号分别给以一个 01~50 之间的数字,表示从最高硬度到最大韧性之间的一系列刀具材料,以供各种被加工材料的不同切削作业及加工条件选用
例如切削钢材用的硬质合金按 ISO 使用范围为 P01~P50,而 P01,牌号合金其硬度最高,耐磨性好,但抗弯强度低,只适于最高切削速度小断面切削的精加工;P50 牌号合金最高的抗弯强度和抗冲击韧性,但耐磨性差,适于低切削速度,大切削角、大端面和不利条件下粗加工
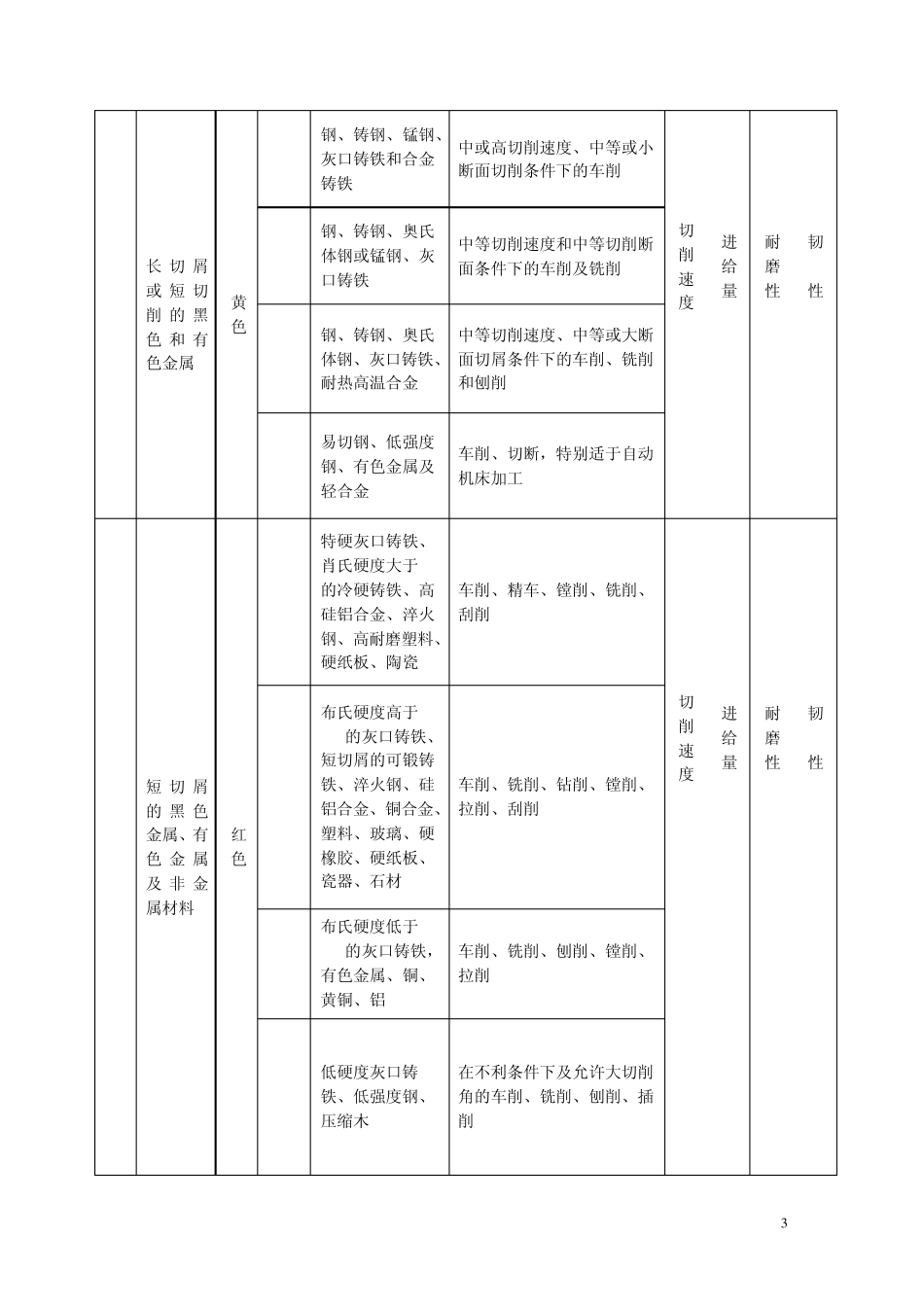
其余各类牌号刀具材料以此类推,见表1-1 所示
2 表1-1,切削用硬质合金陶瓷及超硬材料国际标准分类、分组 应用范围分类 用 途 分 组 性能提高方向 代号 被 加 工材料 颜色 代号 被加工材料 适应的加工条件 切削性能 合金性能 P 长 切屑的 黑 色金属 蓝色 P01 钢、铸钢 高切削速度、小断面切削、无振动条件下的精车和精镗 切 削 速 度 进 给 量 耐 磨 性 韧 性 P10 钢、铸钢