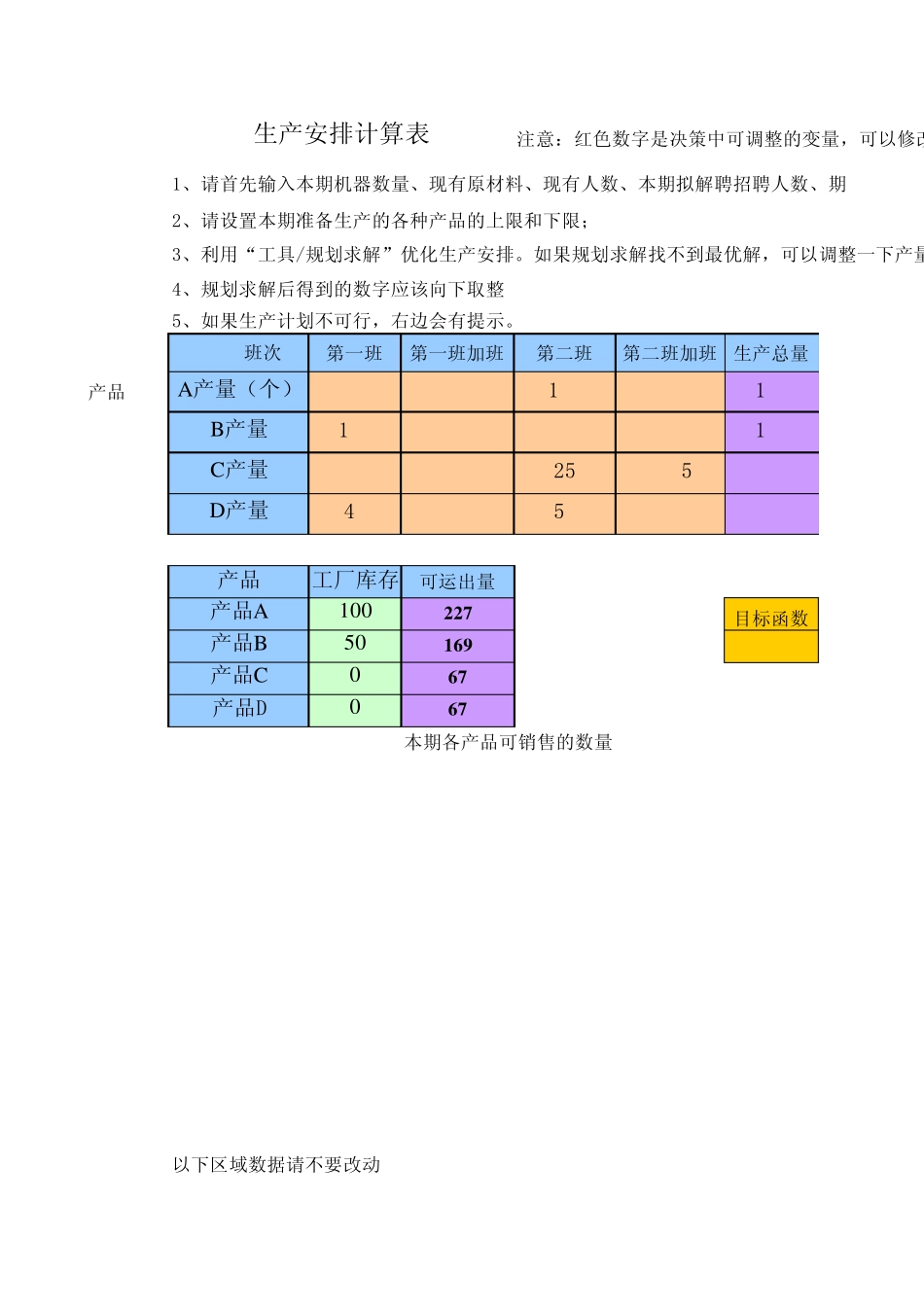
注意:红色数字是决策中可调整的变量,可以修改1、请首先输入本期机器数量、现有原材料、现有人数、本期拟解聘招聘人数、期2、请设置本期准备生产的各种产品的上限和下限;3、利用“工具/规划求解”优化生产安排
如果规划求解找不到最优解,可以调整一下产量4、规划求解后得到的数字应该向下取整5、如果生产计划不可行,右边会有提示
班次第一班第一班加班第二班第二班加班生产总量产品A产量(个)001700170B产量 160000160C产量00256590D产量 40050090产品工厂库存可运出量产品A1002 2 7目标函数产品B501 6 9860产品C06 7产品D06 7本期各产品可销售的数量以下区域数据请不要改动生产安排计算表各产品权重A人时002550001B人时400000001
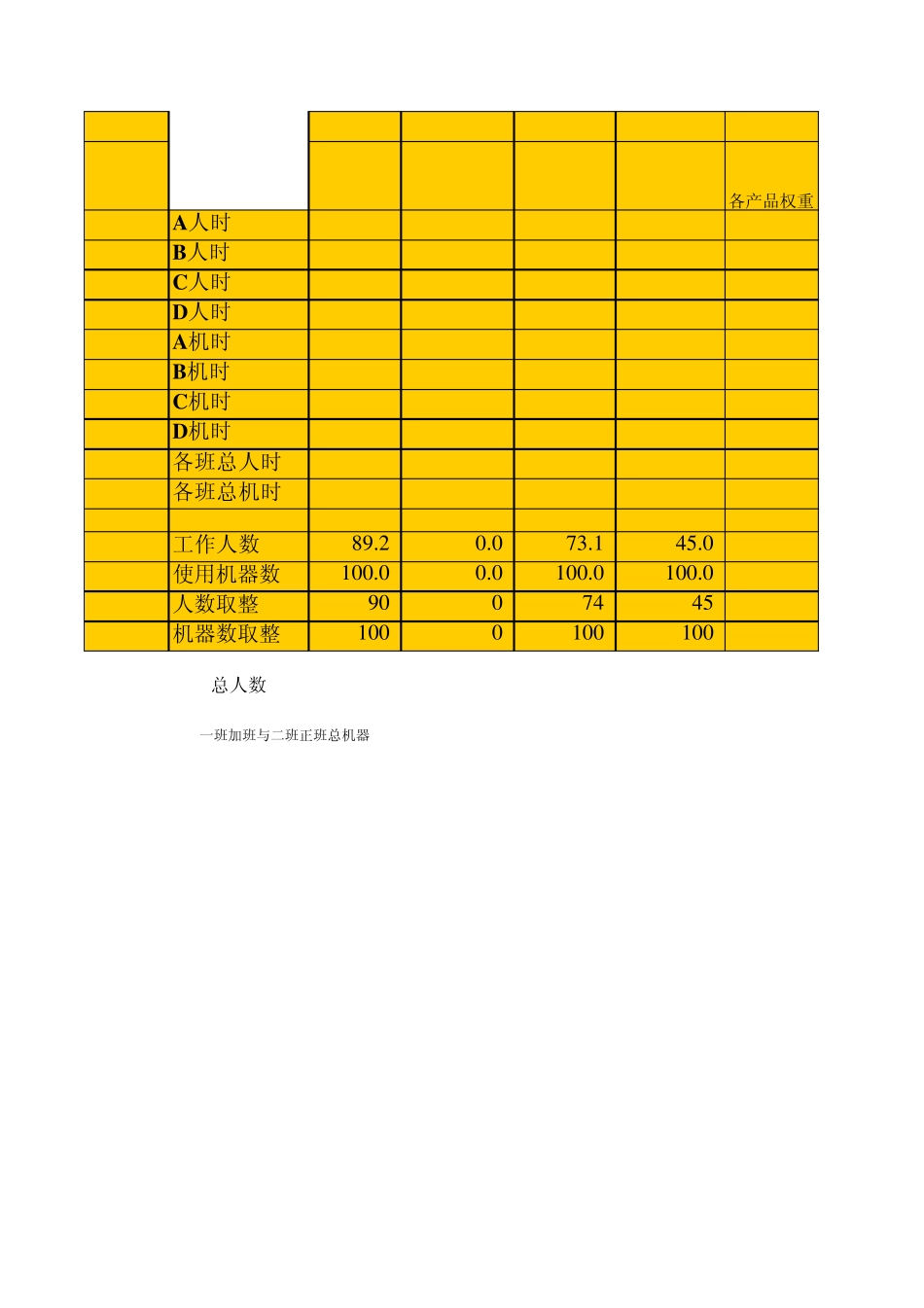
5C人时004500 117002D人时64000800003A机时00170000B机时32000000C机时001000026000D机时200000250000各班总人时464000380001170096100各班总机时5200005200026000130000工作人数8 9
0使用机器数1 0 0
01 0 0
01 0 0
0人数取整9 007 44 5机器数取整 1 0 001 0 01 0 0总人数162
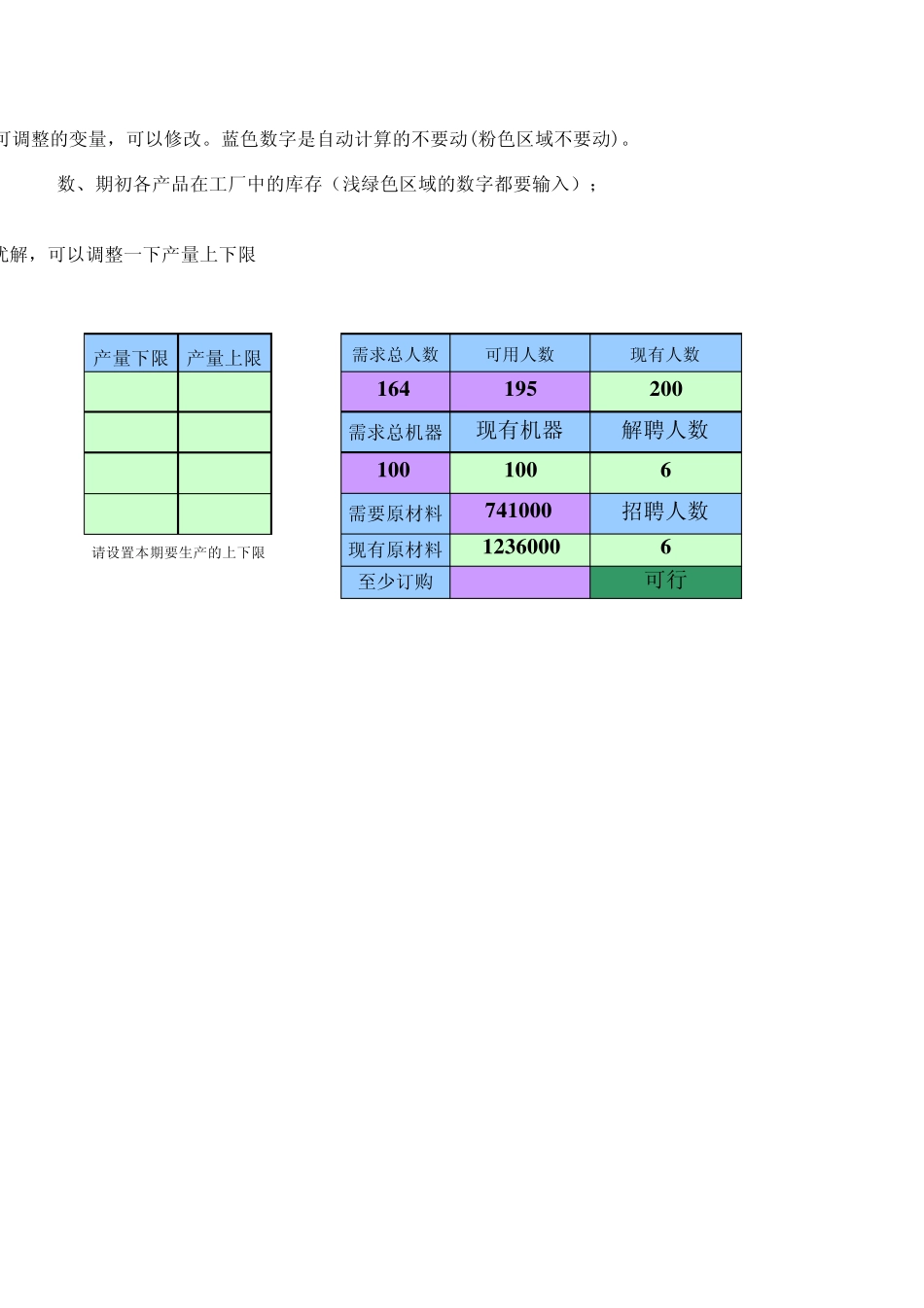
0一班加班与二班正班总机器可调整的变量,可以修改
蓝色数字是自动计算的不要动(粉色区域不要动)
数、期初各产品在工厂中的库存(浅绿色区域的数字都要输入);优解,可以调整一下产量上下限产量下限产量上限需求总人数可用人数现有人数120400164195200160400需求总机器现有机器解聘人数90200100100690300需要原材料741000招聘人数现有原材料12360006至少订购0可行请设置本期要生产的上下限决