100m³常压卧式油罐一、单位工程概况························1、工程概况·························2、油罐制作现场排版图:二、施工方案··························制作方案1 / 19文档可自由编辑 2 2··················· 3 61
施工前准备 ························ 62
油罐制作 ························· 63
组对拼装 ························· 104
制造过程质量控制 ····················· 115
焊接检验 ························· 146
试验 ··························· 157
油罐的防腐 ························ 15三.验收···························· 16四、油罐吊装方案························ 171.油罐概况························· 172
施工准备 ························· 173
吊装 ··························· 18一、单位工程概况1、工程概况1
1、本工程为10×100m罐组,现场制作工程量为20台
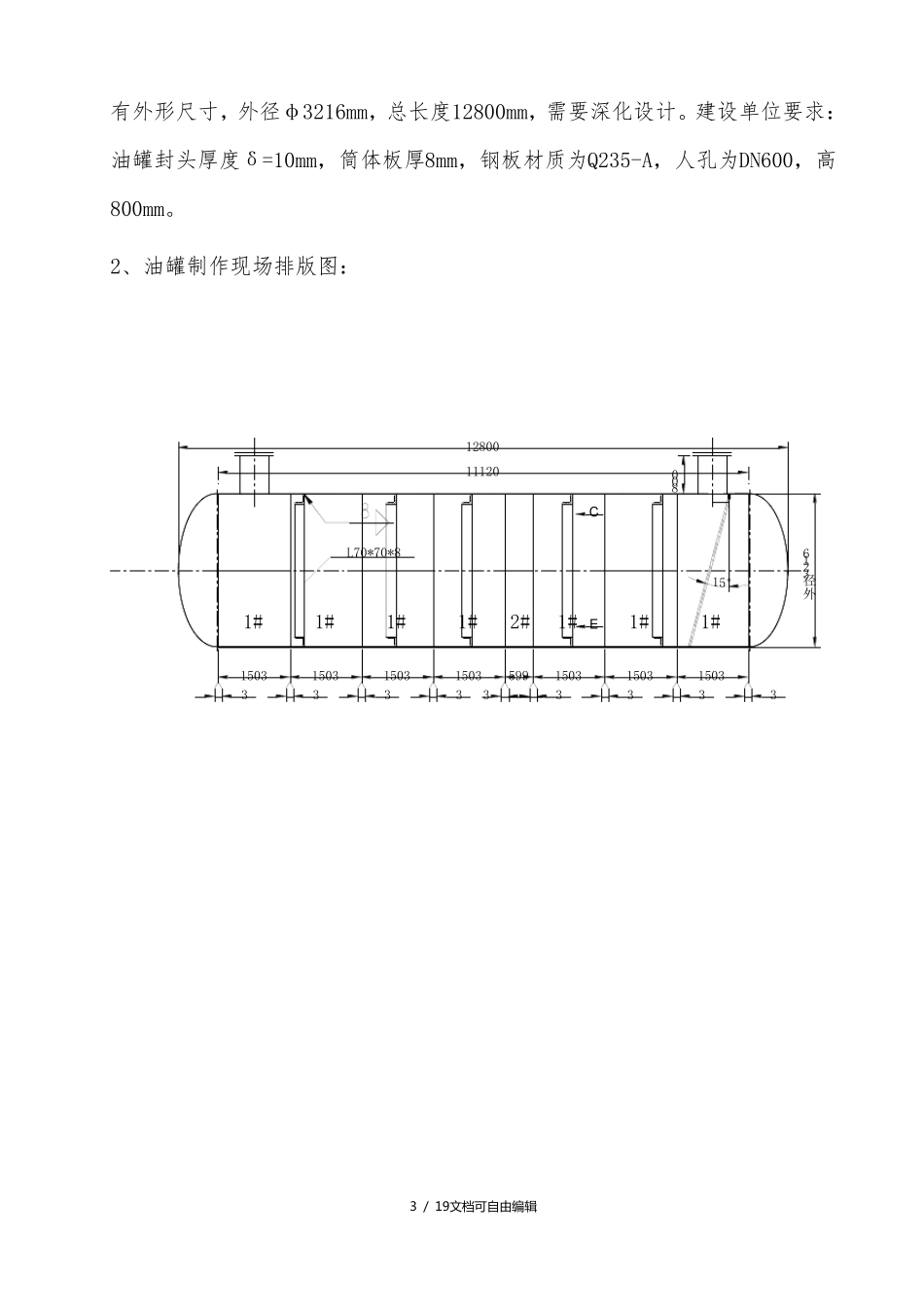
原设计图纸油罐仅2 / 19文档可自由编辑有外形尺寸,外径φ3216mm,总长度12800mm,需要深化设计
建设单位要求:油罐封头厚度δ=10mm,筒体板厚8mm,钢板材质为Q235-A,人孔为DN600,高800mm
2、油罐制作现场排版图:12800C15°1#150331#150331#150331#1503332#5991#15033E1#1