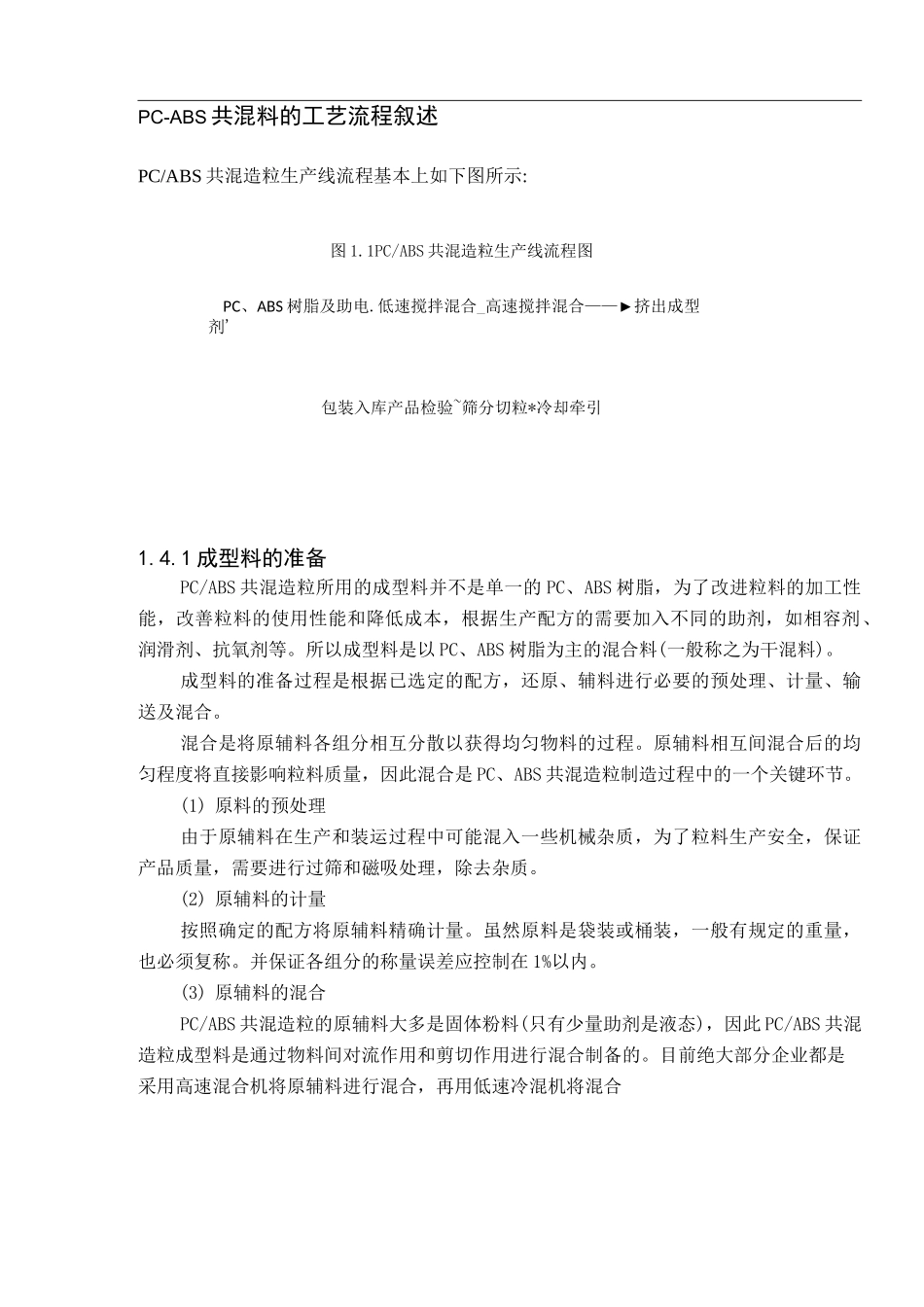
PC-ABS 共混料的工艺流程叙述PC/ABS 共混造粒生产线流程基本上如下图所示:图 1
1PC/ABS 共混造粒生产线流程图PC、ABS 树脂及助电
低速搅拌混合_高速搅拌混合——►挤出成型剂'包装入库产品检验~筛分切粒*冷却牵引1
1 成型料的准备PC/ABS 共混造粒所用的成型料并不是单一的 PC、ABS 树脂,为了改进粒料的加工性能,改善粒料的使用性能和降低成本,根据生产配方的需要加入不同的助剂,如相容剂、润滑剂、抗氧剂等
所以成型料是以 PC、ABS 树脂为主的混合料(一般称之为干混料)
成型料的准备过程是根据已选定的配方,还原、辅料进行必要的预处理、计量、输送及混合
混合是将原辅料各组分相互分散以获得均匀物料的过程
原辅料相互间混合后的均匀程度将直接影响粒料质量,因此混合是 PC、ABS 共混造粒制造过程中的一个关键环节
(1) 原料的预处理由于原辅料在生产和装运过程中可能混入一些机械杂质,为了粒料生产安全,保证产品质量,需要进行过筛和磁吸处理,除去杂质
(2) 原辅料的计量按照确定的配方将原辅料精确计量
虽然原料是袋装或桶装,一般有规定的重量,也必须复称
并保证各组分的称量误差应控制在 1%以内
(3) 原辅料的混合PC/ABS 共混造粒的原辅料大多是固体粉料(只有少量助剂是液态),因此 PC/ABS 共混造粒成型料是通过物料间对流作用和剪切作用进行混合制备的
目前绝大部分企业都是采用高速混合机将原辅料进行混合,再用低速冷混机将混合好的物料进行冷却
物料混合质量是否达到了预定的要求,即生产中混合过程终点如何判断是混合操作中的重要指标
混合终点的测定,理论上可通过取样进行分析,但在工厂实际生产过程中,混合终点一般是以时间控制的,这个控制时间大多是靠经验而定,因此物料混合的均匀度不大可能十分精确,这就要求配方中采用的各种原辅料密度和细度尽可能很接近