第三章 工件的夹紧及对定 §3-1 夹紧装置的组成及设计原则 ㈠组成 夹紧装置的种类很多,但其结构均由两部分组成
1.动力装置——产生夹紧力 机械加工过程中,要保证工件不离开定位时占据的正确位置,就必须有足够的夹紧力来平衡切削力、惯性力、离心力及重力对工件的影响
夹紧力的来源,一是人力;二是某种动力装置
常用的动力装置有:液压装置、气压装置、电磁装置、电动装置、气一液联动装置和真空装置等
2.夹紧机构——传递夹紧力 要使动力装置所产生的力或人力正确地作用到工件上,需有适当的传递机构
在工件夹紧过程中起力的传递作用的机构,称为夹紧机构
夹紧机构在传递力的过程中,能根据需要改变力的大小、方向和作用点
手动夹具的夹紧机构还应具有良好的自锁性能,以保证人力的作用停止后,仍能可靠地夹紧工件
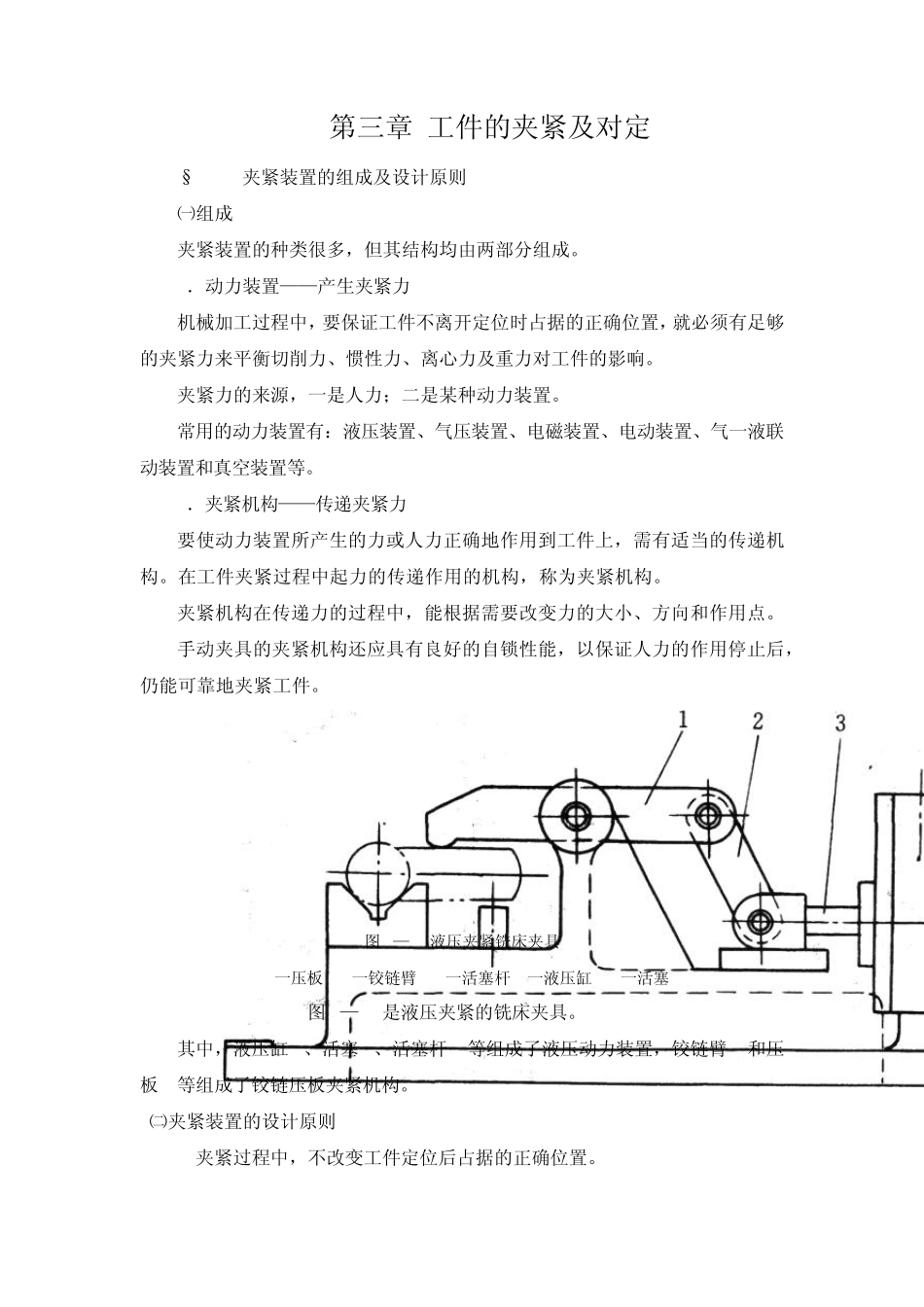
图 1—49液压夹紧铣床夹具 1一压板 2一铰链臂 3一活塞杆 4一液压缸 5一活塞 图 1—51是液压夹紧的铣床夹具
其中,液压缸 4、活塞 5、活塞杆 3等组成了液压动力装置,铰链臂 2和压板 1等组成了铰链压板夹紧机构
㈡夹紧装置的设计原则 1)夹紧过程中,不改变工件定位后占据的正确位置
2)夹紧力的大小适当,一批工件的夹紧力要稳定不变
既要保证工件在整个加工过程中的位置稳定不变,振动小,又要使工件不产生过大的庆紧变形
夹紧力稳定可减小夹紧误差
3)夹紧装置的复杂程度应与工件的生产纲领相适应
工件生产批量愈大,允许设计愈复杂、效率愈高的夹紧装置
4)工艺性好,使用性好
其结构应力求简单,便于制造和维修
夹紧装置的操作应当方便、安全、省力
㈢夹紧力的确定 确定夹紧力的方向、作用点和大小时,要分析工件的结构特点、加工要求、切削力和其它外力作用工件的情况,以及定位元件的结构和布置方式
1、夹紧力的方向和作用点的确定 1)夹紧力应朝向主要限位面
对工件只施加一个夹紧力,或