1 焊接绝热气瓶的应用与维护 曾祥照(广东盈泉钢制品有限公司,清远 511538) 赵海平(佛山市华莱普气体设备有限公司,528241) Application and maintenance of welded insulated cylinders Zeng xiangzhao (511538,Guangdong YingQuan Steel Products Co
, Ltd,Qingyuan) Zhao haiping (528241,Foshan Hua Lai Pu Gas Equipment co
焊接绝热气瓶的概述 低温焊接绝热气瓶(简称“焊接绝热气瓶”)按 GB 24159-2009《焊接绝热气瓶》国家标准设计和制造
低温焊接绝热气瓶用于在正常环境温度(-49℃-60℃)下使用,贮存介质为液化天然气、液氧、液氮、液氩、二氧化碳和氧化亚氮等低温液体,设计温度不低于-196℃,公称容积为 10L-450L,工作压力为 0
2MPa-3
5MPa可重复充装的立式(或卧式)气瓶,目前大量使用于能源、交通及其他领域
当前广东省已有2000 台以上的LNG 公交车,还有焊接绝热气瓶在使用
随着 LNG 的推广应用,低温气瓶的安全检测问题迫在眉睫
有关检测标准、检测机构的设立、检测制度的执行这一系列问题,需要进一步探讨
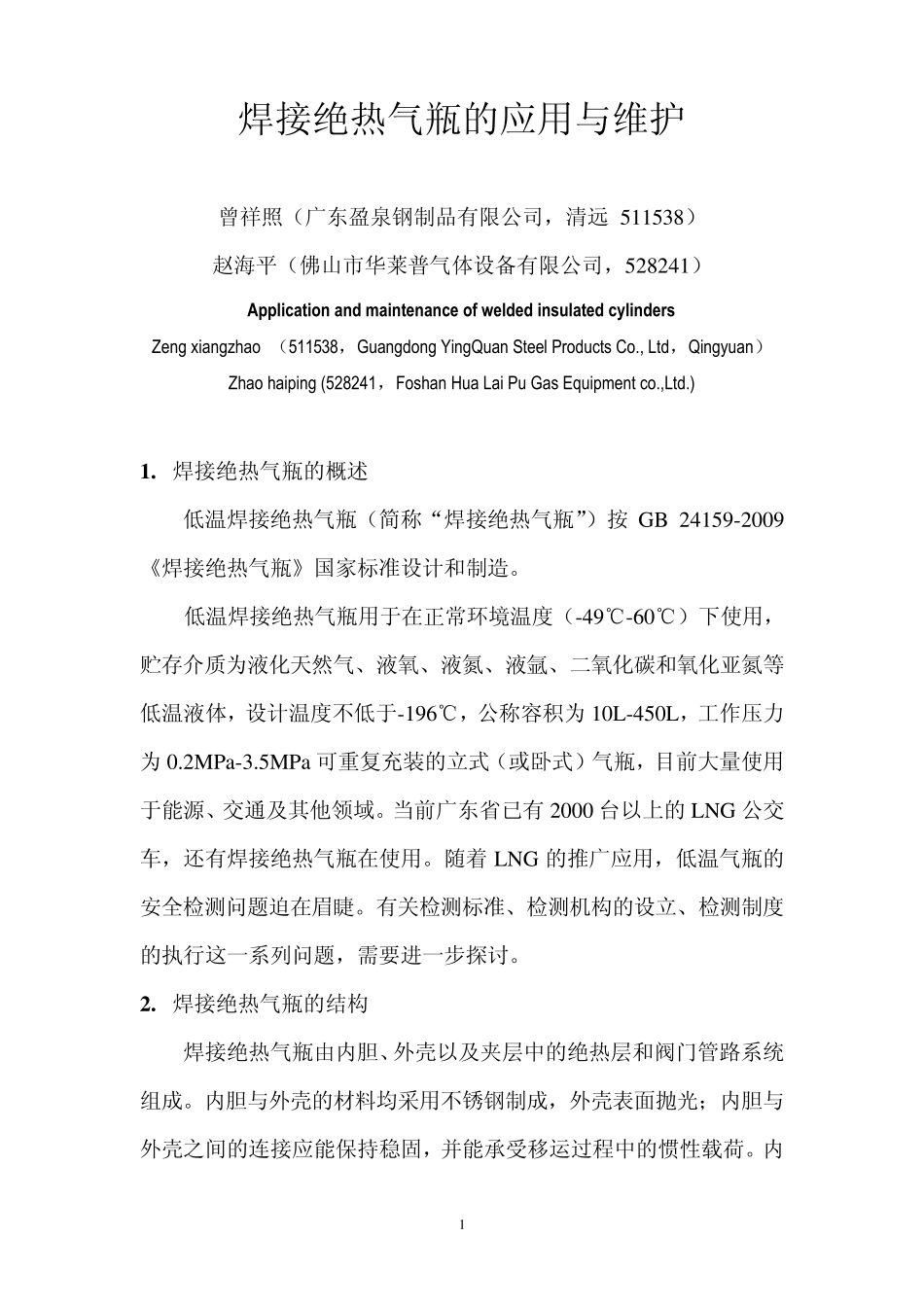
焊接绝热气瓶的结构 焊接绝热气瓶由内胆、外壳以及夹层中的绝热层和阀门管路系统组成
内胆与外壳的材料均采用不锈钢制成,外壳表面抛光;内胆与外壳之间的连接应能保持稳固,并能承受移运过程中的惯性载荷
内 2 胆的组成应应为三部分,即纵焊缝不得多于一条,环焊缝不得多于两条,不允许两片式结构,如图所示
焊接绝热气瓶技术要求 3
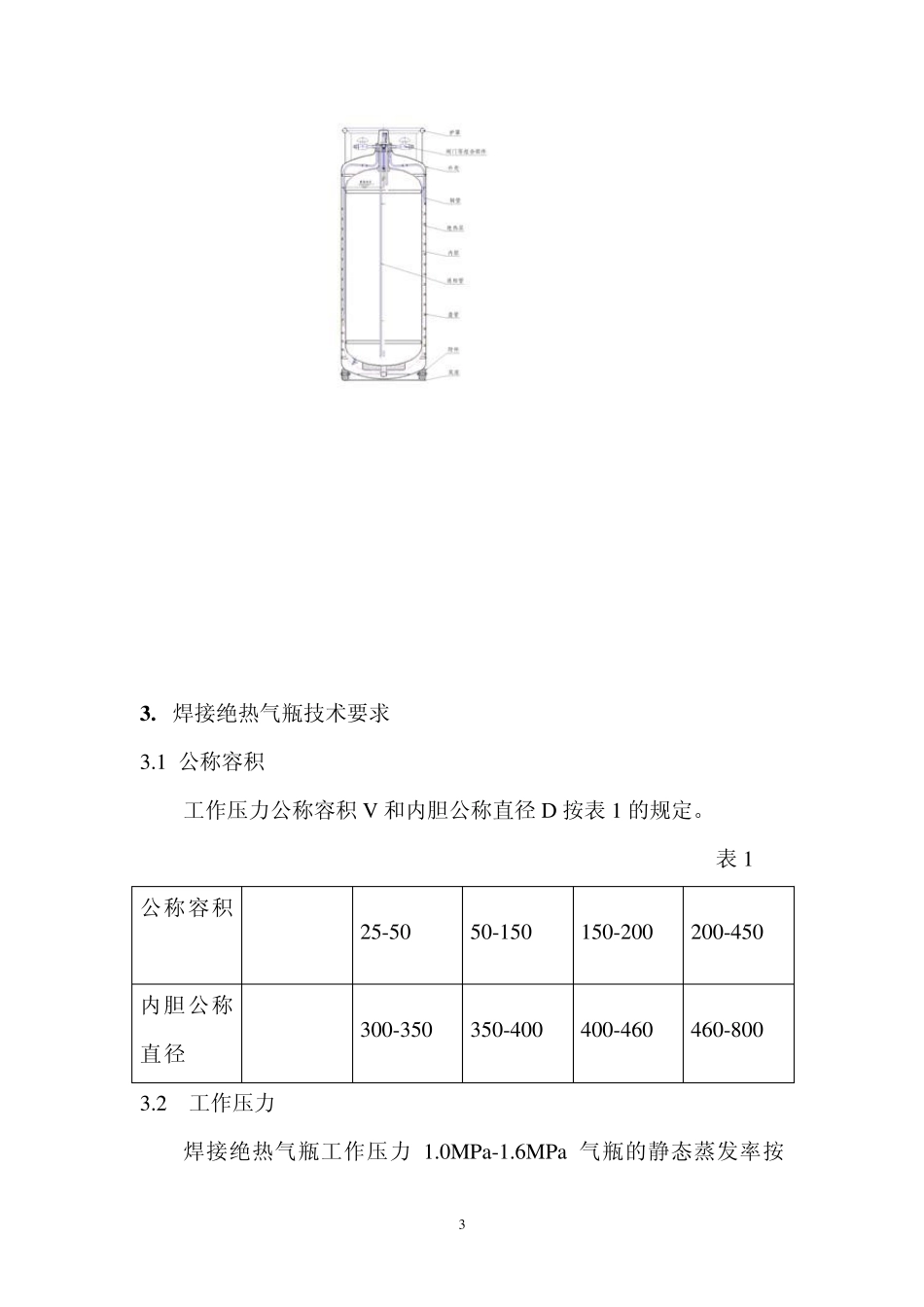
1 公称容积 工作压力公称容积V 和内胆公称直径D 按表1 的规定
表1 公称容积V/L