136 7 SIEMENS 802D 系统编程方法 前一章介绍了数控铣削编程的基本知识,本节就SIEMENS 802D 系统的编程特点和方法进行介绍
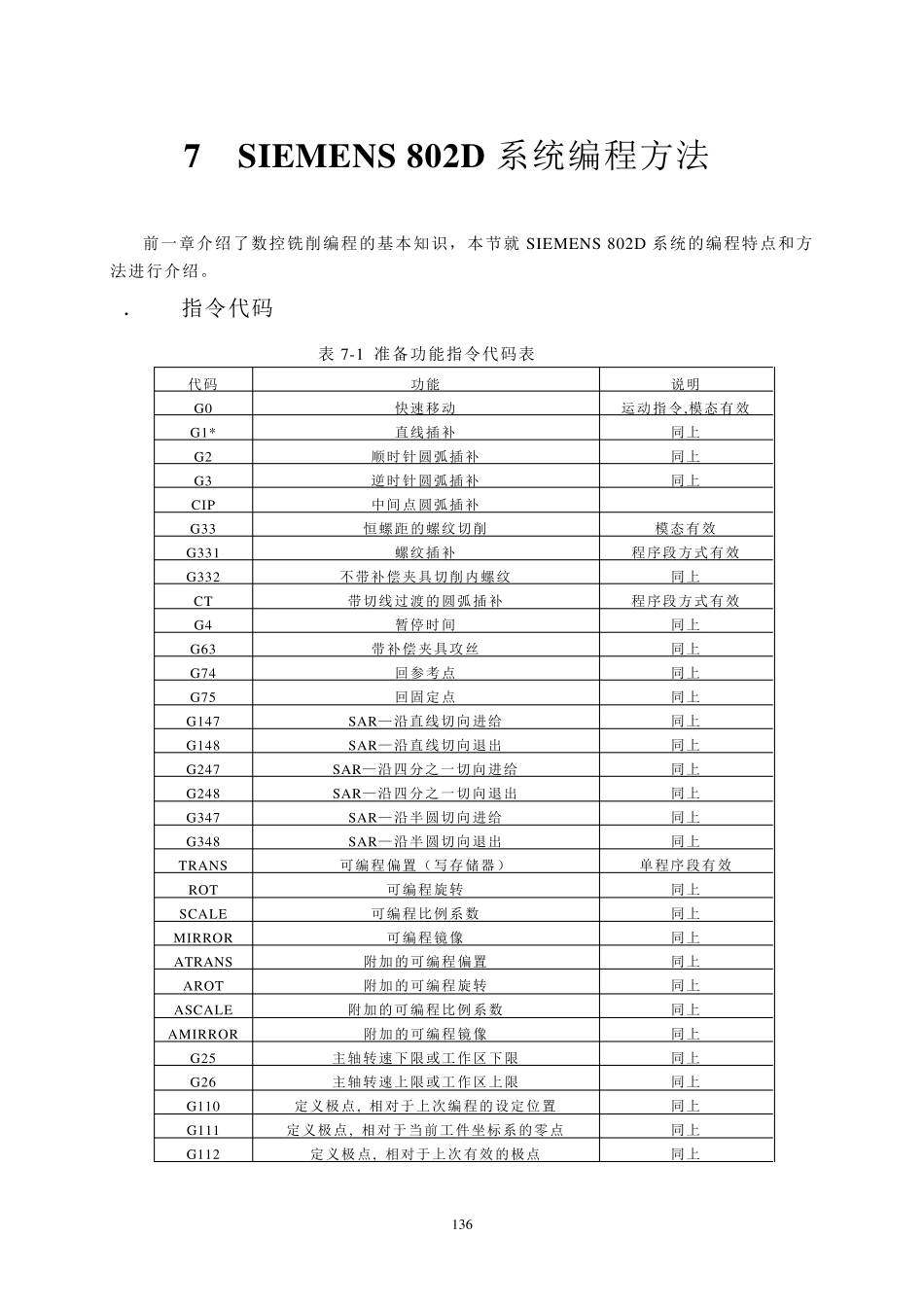
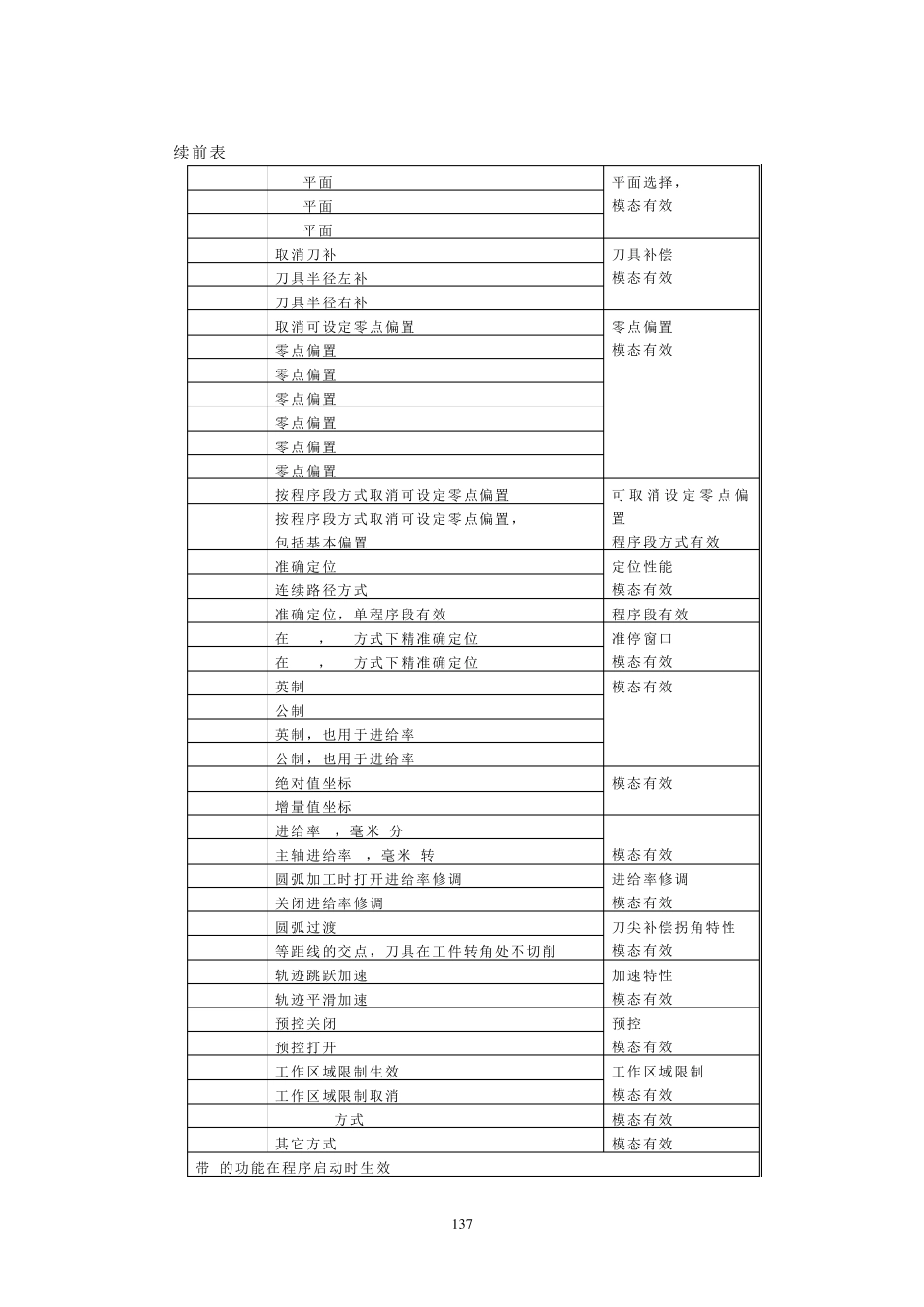
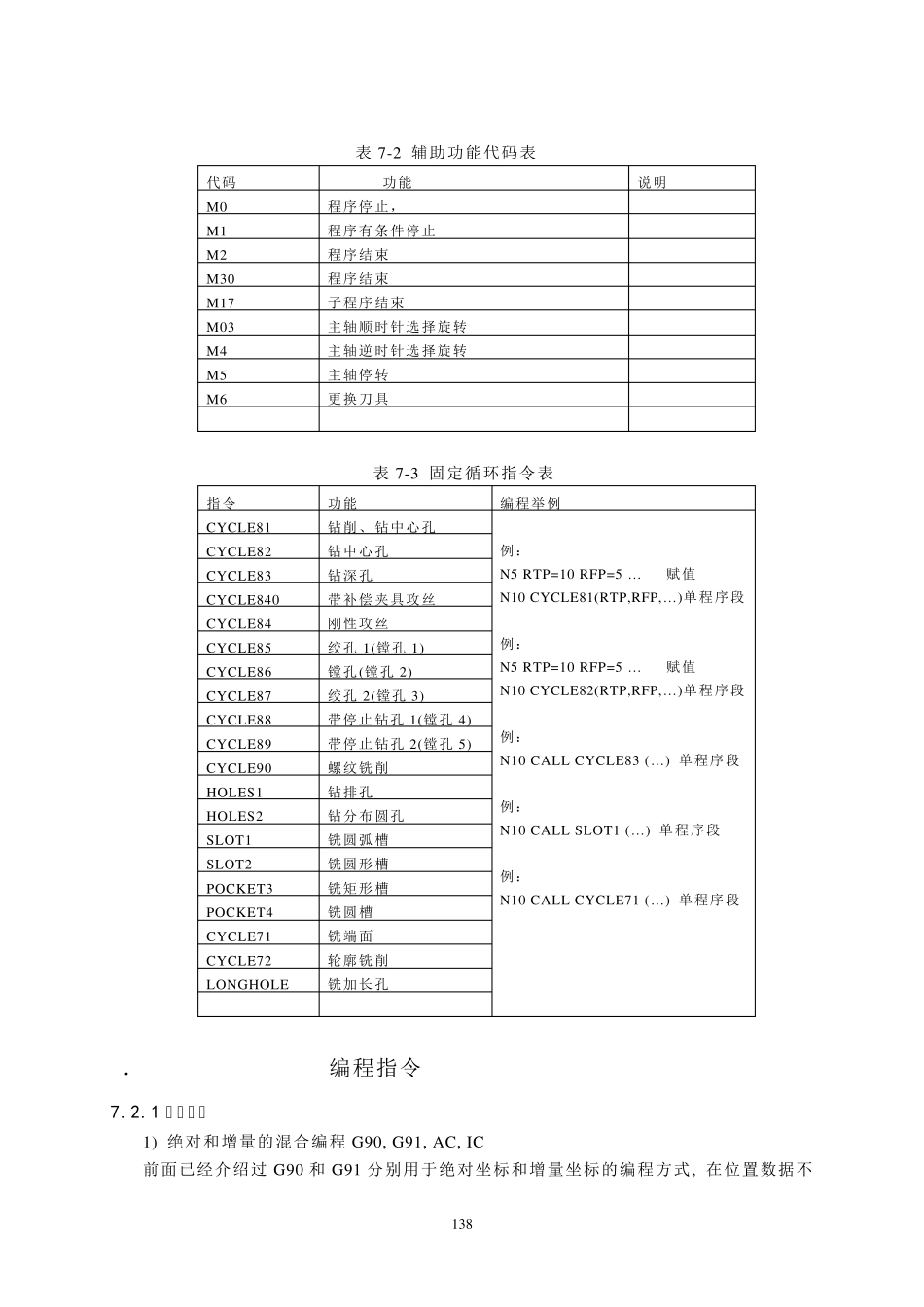
7.1 指令代码 表7-1 准备功能指令代码表 代码 功能 说明 G0 快速移动 运动指令,模态有效 G1* 直线插补 同上 G2 顺时针圆弧插补 同上 G3 逆时针圆弧插补 同上 CIP 中间点圆弧插补 G33 恒螺距的螺纹切削 模态有效 G331 螺纹插补 程序段方式有效 G332 不带补偿夹具切削内螺纹 同上 CT 带切线过渡的圆弧插补 程序段方式有效 G4 暂停时间 同上 G63 带补偿夹具攻丝 同上 G74 回参考点 同上 G75 回固定点 同上 G147 SAR—沿直线切向进给 同上 G148 SAR—沿直线切向退出 同上 G247 SAR—沿四分之一切向进给 同上 G248 SAR—沿四分之一切向退出 同上 G347 SAR—沿半圆切向进给 同上 G348 SAR—沿半圆切向退出 同上 TRANS 可编程偏置(写存储器) 单程序段有效 ROT 可编程旋转 同上 SCALE 可编程比例系数 同上 MIRROR 可编程镜像 同上 ATRANS 附加的可编程偏置 同上 AROT 附加的可编程旋转 同上 ASCALE 附加的可编程比例系数 同上 AMIRROR 附加的可编程镜像 同上 G25 主轴转速下限或工作区下限 同上 G26 主轴转速上限或工作区上限 同上 G110 定义极点, 相对于上次编程的设定位置 同上 G111 定义极点, 相对于当前工件坐标系的零点 同上 G112 定义极点, 相对于上次有效的极点 同上 1 3 7 续前表 G17* X/Y平面 平面选择, 模态有效 G18 Z/X平面 G19 Y/Z平面 G40* 取消刀补 刀具补偿 模态有效 G41 刀具半径左补 G42 刀具半径右补 G500* 取