检查接线,PP72/48 的地址拨码,MCP地址拨码开关 PP72/48 PN S1: ON:1,4,9,10 MCP:S2: ON:7,9,10 2
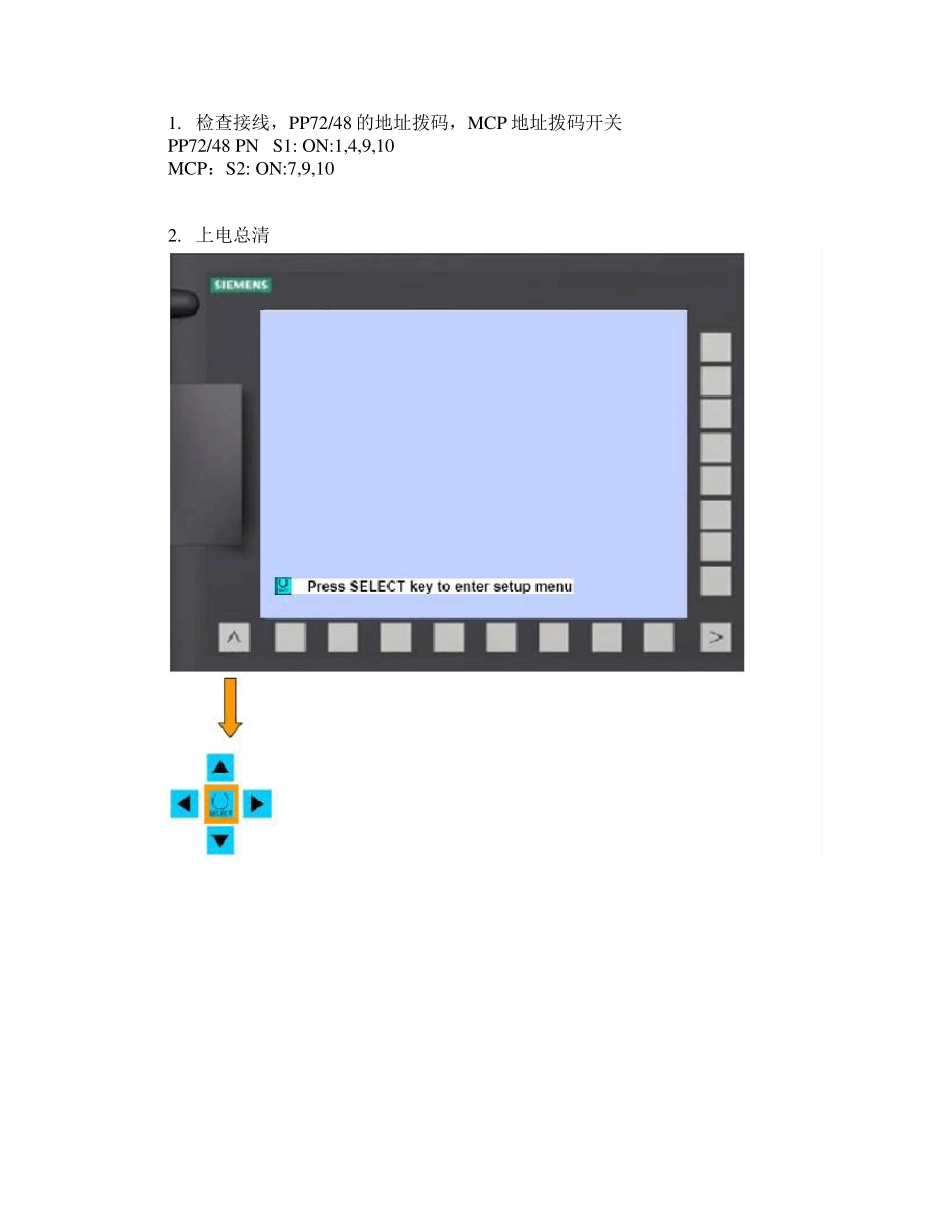
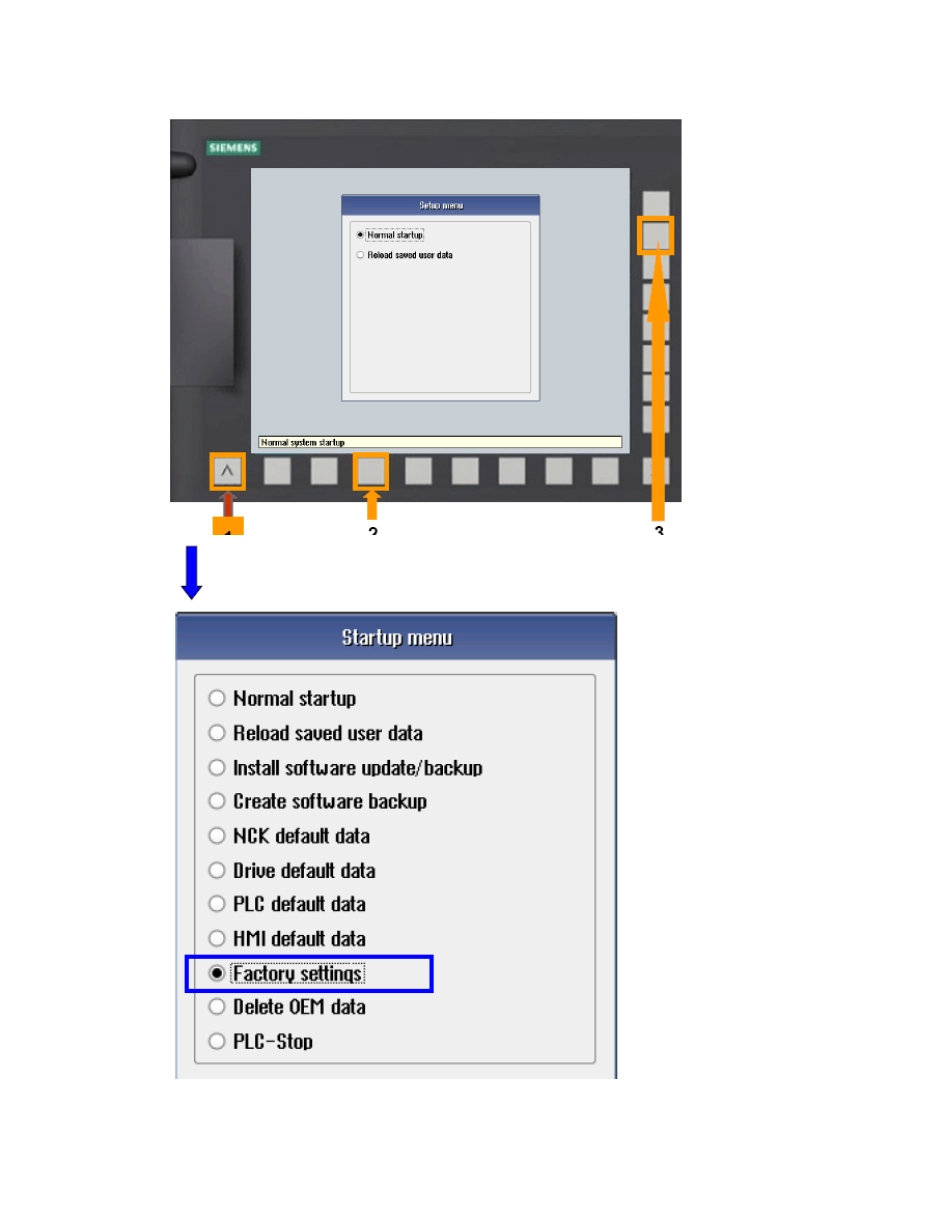
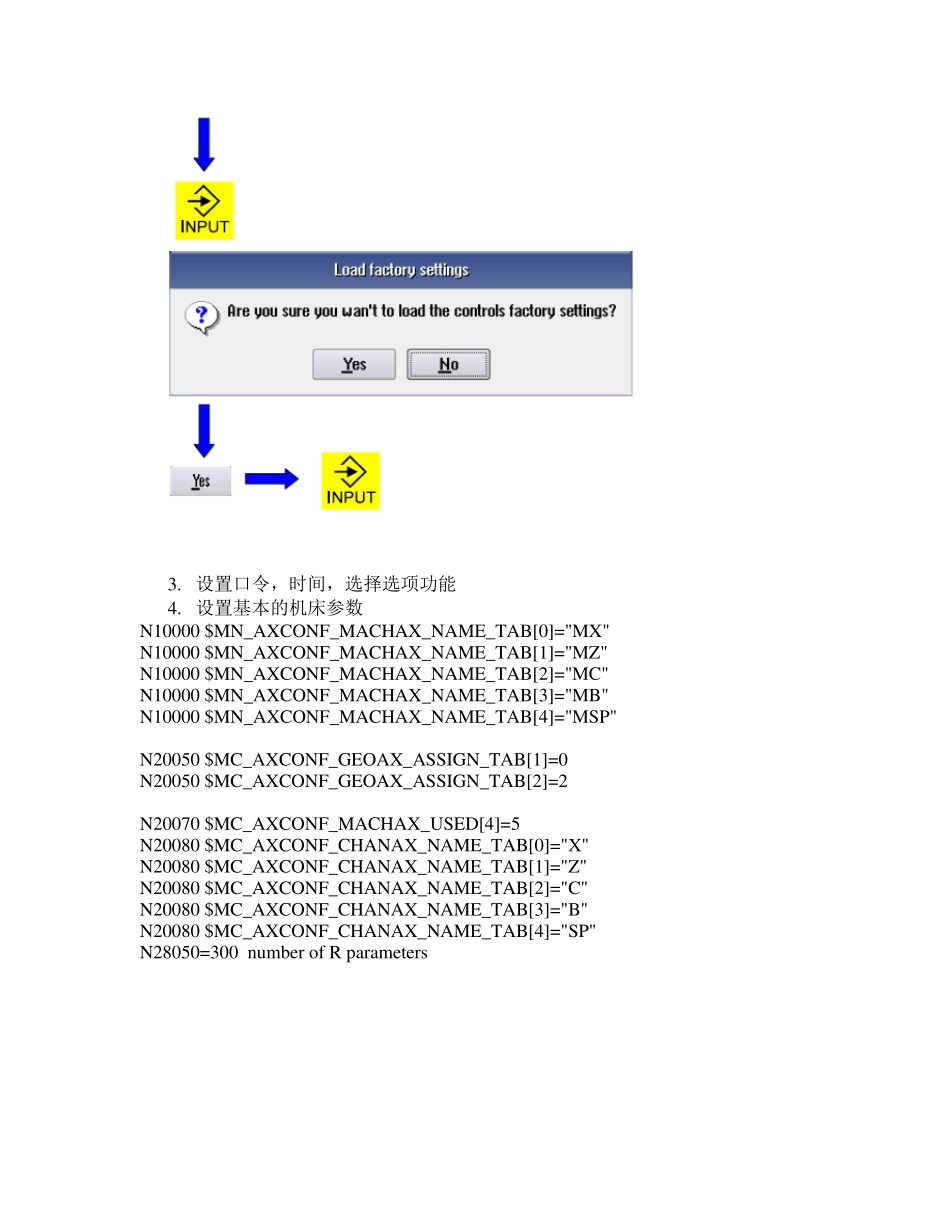
上电总清 3
设置口令,时间,选择选项功能 4
设置基本的机床参数 N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="MX" N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="MZ" N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="MC" N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="MB" N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="MSP" N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=0 N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=2 N20070 $MC_AXCONF_MACHAX_USED[4]=5 N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X" N20080 $MC_AXCONF_CHANAX_NAME_TAB[1]="Z" N20080 $MC_AXCONF_CHANAX_NAME_TAB[2]="C" N20080 $MC_AXCONF_CHANAX_NAME_TAB[3]="B" N20080 $MC_AXCONF_CHANAX_NAME_TAB[4]="SP" N28050=300 nu mber of R parameters 设置Profinet上有效的模块 MD12986[0]=-1 PP72/48 PN MD12986[6]=-1 MCP MD20310 bit9=1 将刀库设为模拟刀库 MD20700=0 5
只下载MCP 面板控制程序,其他程序不