课题名称:B2012A 龙门刨床电气线路 【实习目的】 A 型龙门刨床电气控制系统既包括交、直流电动机、电器的继电器接触器控制,又包括连续反馈控制及扰动补偿前馈控制,属于复合控制系统
它概括电气控制技术的主要内容,具有一定的典型性、综合性与复杂性
通过实习使学生获得全面系统的基本训练,提高综合分析能力和测试维修技能
【实习原理】 龙门刨床用来加工各种平面、斜面、槽、更适合于加工大型而狭小成批的机械零件,如:机床床身、导轧、箱体、立柱等
其生产工艺主要是刨削,控制目标是控制工作台自动往复循环运动和调速
控制要求如下: 1、调速范围宽 B2012A 系统采用电压调速,并加一级机械变速(齿轮变速) 30~10nnDminmax 低速档:6-60m/min ;高速档:9-90m/min ;在低速档和高速档,均能实现无 级变速
2、静 差 度 在加工过程 中 ,由 于工件表 面不 平及材 料 不 均匀 度 的影 响 ,会 导致 切削力的变动,为 保 证 工作台速度 不 致 因 切 削力的变动而变化 太 大,以 便 保证 加工精 度
B2012A 静 差 度 为 10% %100nnns0e0 3、工作台的往复运动能适应 切 削工艺要求,应 实现自动往返 循环 (1) 在切 削速度 较 高时 , 为 减 小刀 具切 入 工件时 的冲 击 , 应 使刀 慢 速切 入 ,然 后 增 加到 规 定速度
(2) 若切削速度冲击刀具所能承受,可以取消慢速切入
(3) 在工作台前进或返回行程的末尾,工作台能自动减速,以使刀具慢速离开工件,防止工件边缘剥裂
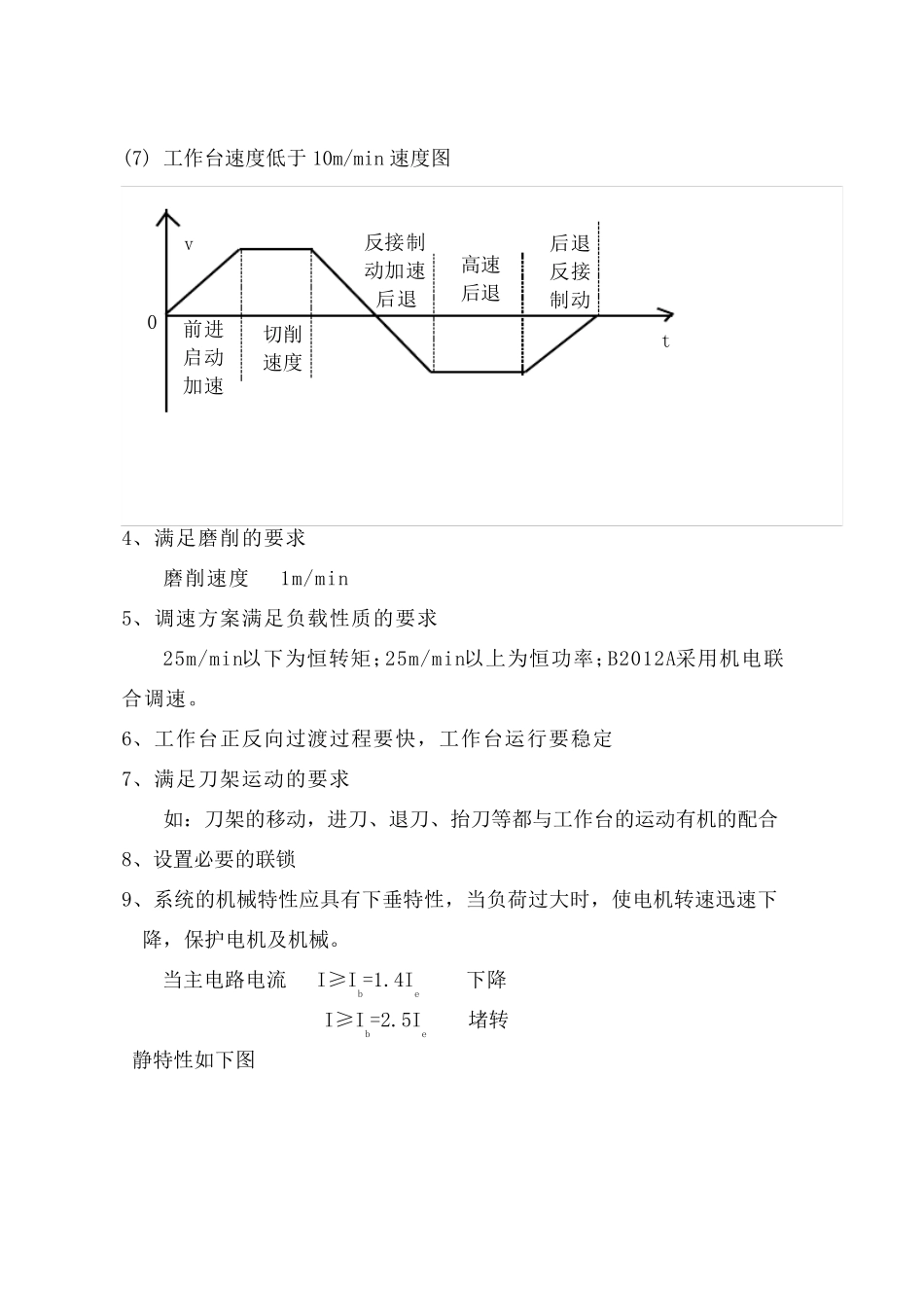
(4) 工作台速度低于 10m/min,减速环节不起作用
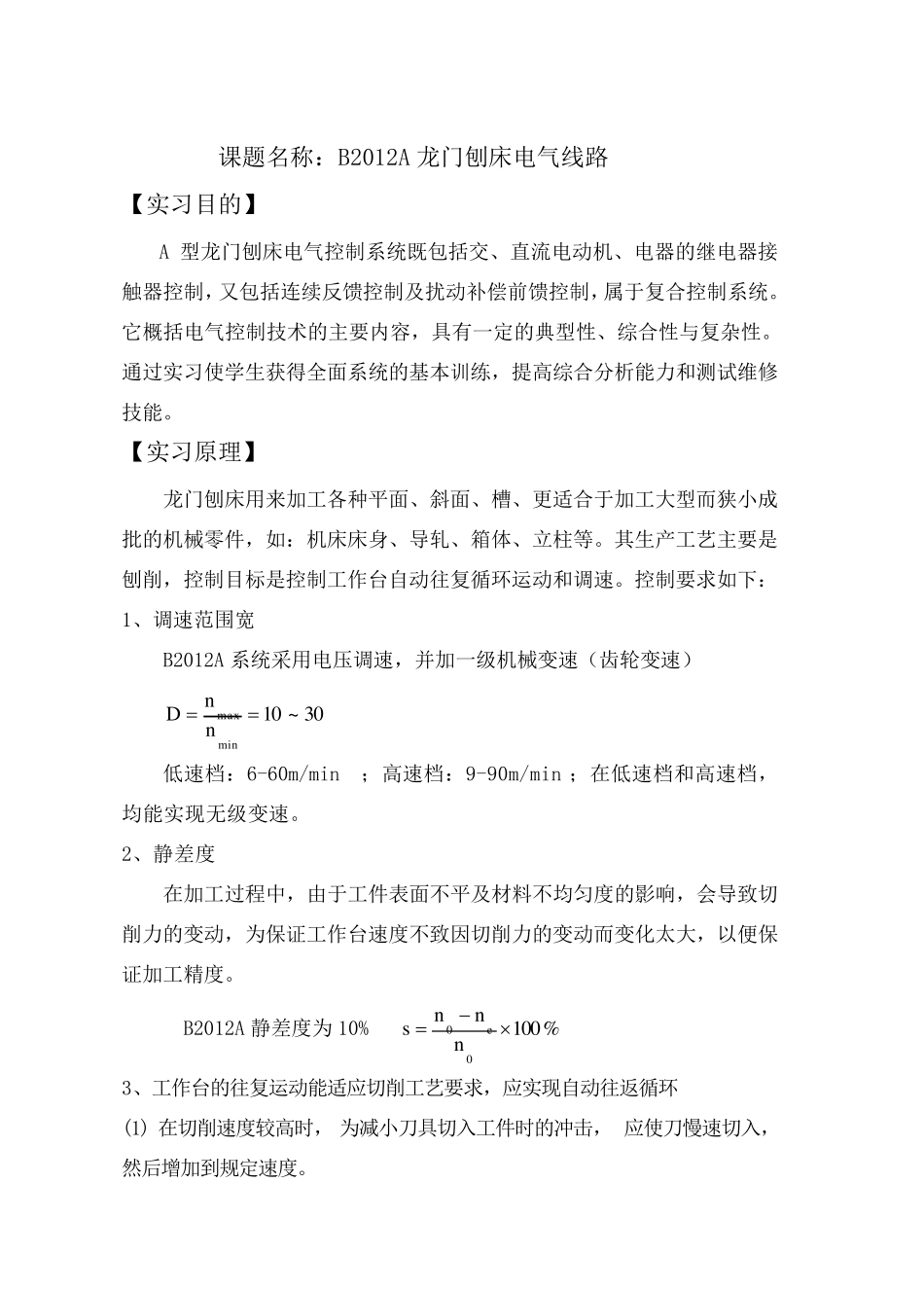
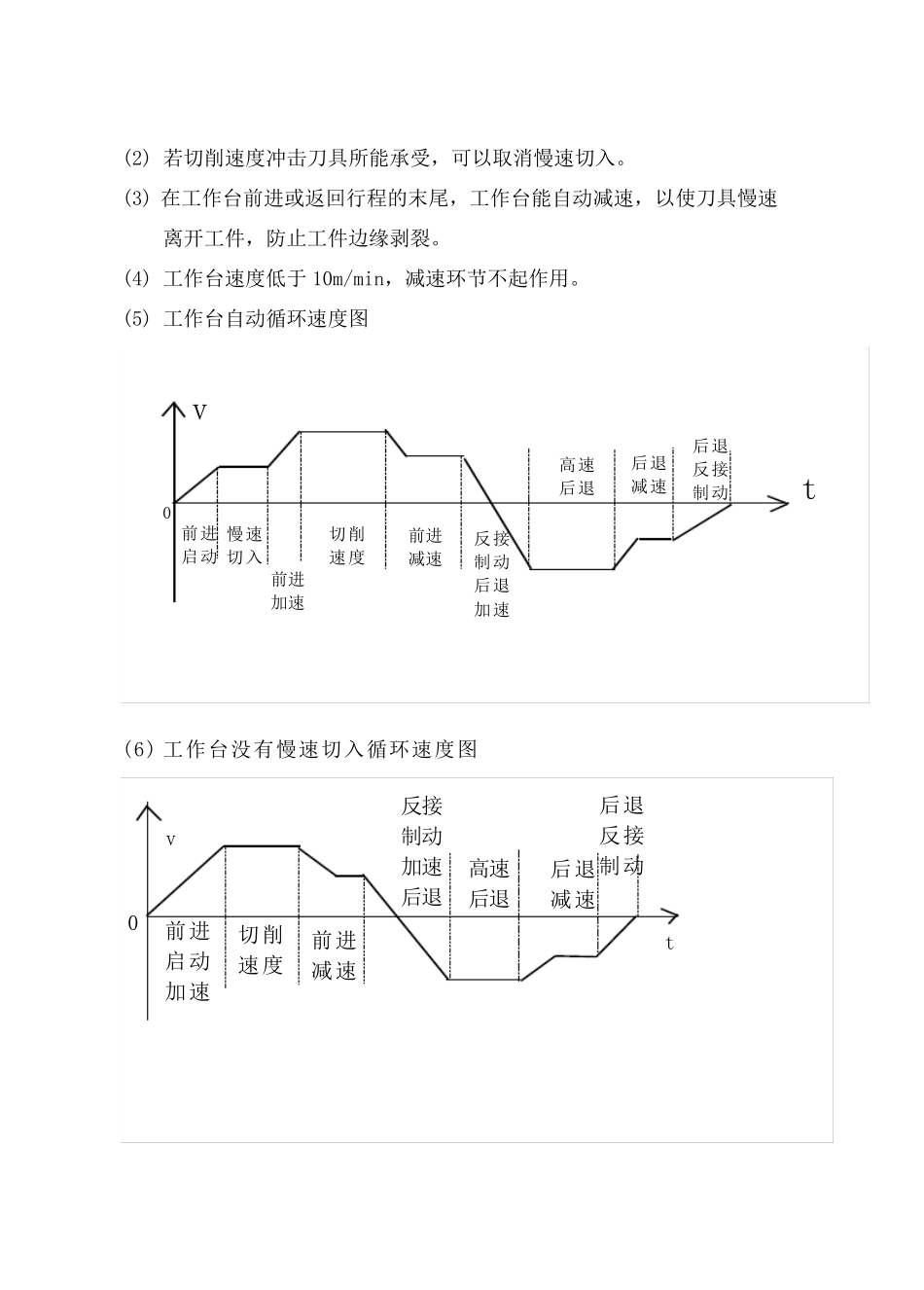
(5) 工作台自动循环速度图 tv前进启动高速后退后退减速后退反接制动慢速切入切削速度前进加速反接制动后退加速前进减速0 (6) 工作台没有慢速切入循环速度图