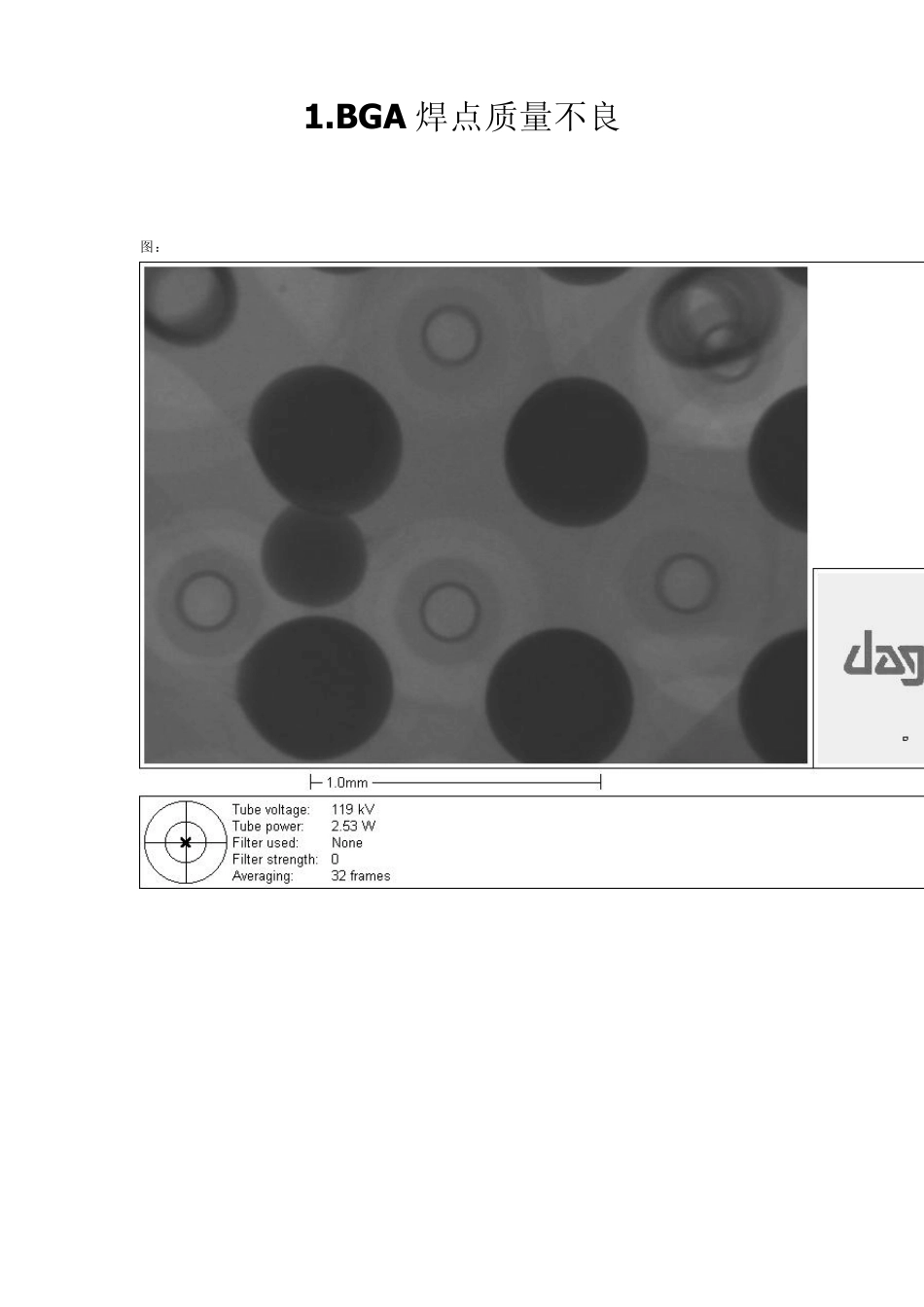
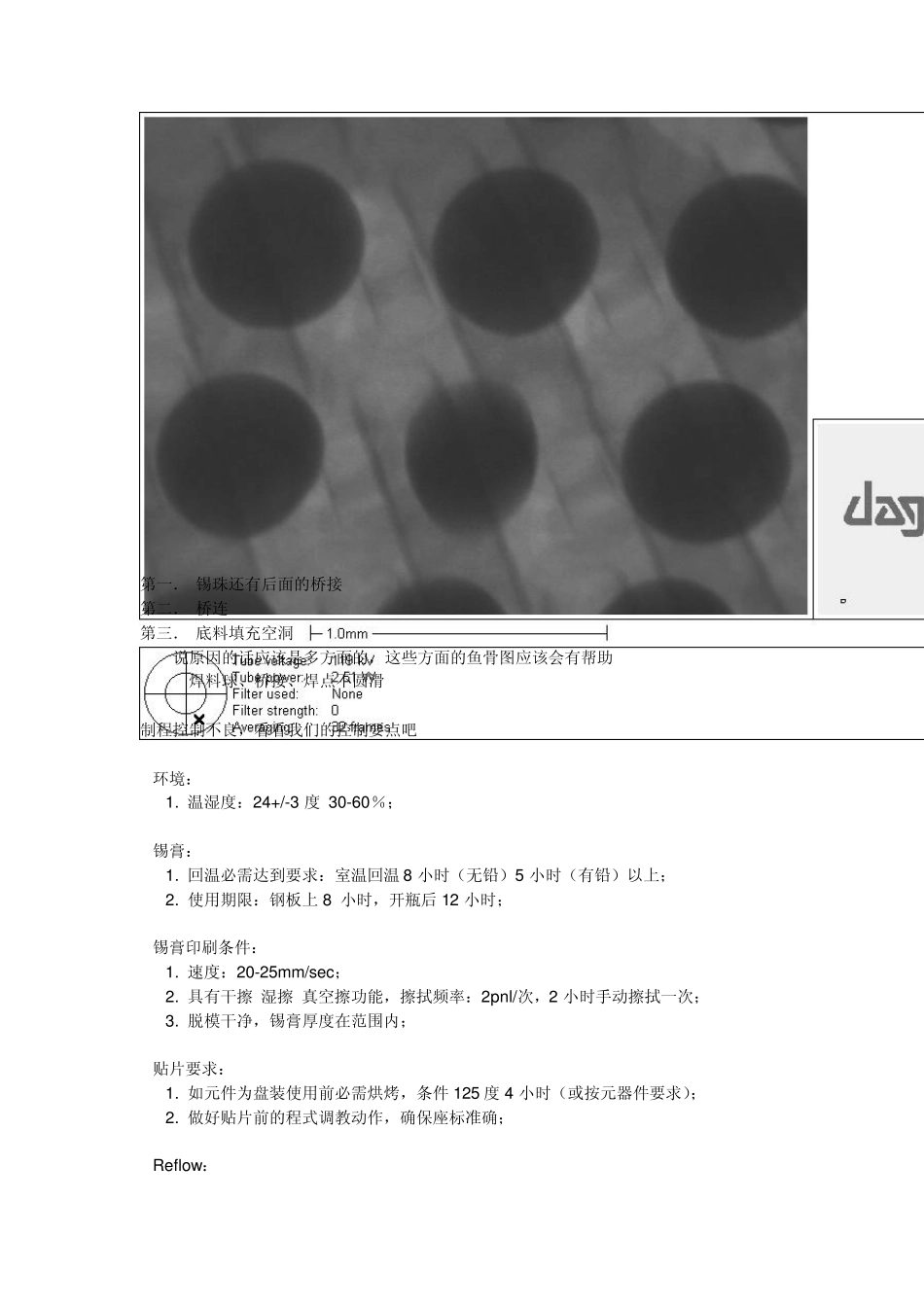
BGA 焊点质量不良 图: 第一. 锡珠还有后面的桥接 第二. 桥连 第三. 底料填充空洞 说原因的话应该是多方面的,这些方面的鱼骨图应该会有帮助 焊料球、桥接、焊点不圆滑 制程控制不良,看看我们的控制要点吧 环境: 1
温湿度:24+/-3 度 30-60%; 锡膏: 1
回温必需达到要求:室温回温 8 小时(无铅)5 小时(有铅)以上; 2
使用期限:钢板上 8 小时,开瓶后12 小时; 锡膏印刷条件: 1
速度:20-25mm/sec; 2
具有干擦 湿擦 真空擦功能,擦拭频率:2pnl/次,2 小时手动擦拭一次; 3
脱模干净,锡膏厚度在范围内; 贴片要求: 1
如元件为盘装使用前必需烘烤,条件 125 度 4 小时(或按元器件要求); 2
做好贴片前的程式调教动作,确保座标准确; Reflow : 1
按锡膏厂商的推荐 profile ,严格控制各区温度及升温降温斜率; 2
PWA 出 Reflow 前必需保证温度在 150 度以下,PEAK 温度 245 度(无铅),225度(有铅); 3
必需保证充分的冷却方可以从轨道上拿下; AIO: 1
100% AIO 检测,严格控制误判率; X-RAY: 1
100% X-RAY 检测,并做好标记; 2
严格按照 IPC 7095 的规范控制 BGA 的气泡, 1
锡球-------大小 2 炉溫-------不符合 3
锡膏-------Cpk 值 还有BGA 上的PAD阻焊层设计是否合理
双面板 BGA 失效问題 问:双面板,第一面上有兩个 0
5pitch 的 BGA,剛開始生産時這兩個 BGA 失效的比例很高,x-ray檢查發現錫球變大,研磨后發現錫球與 BGA 本體閒有氣泡,后經調整 profile,不良有所下降(已無錫球變大現象),但測試還是不理想(對比單面板來説)