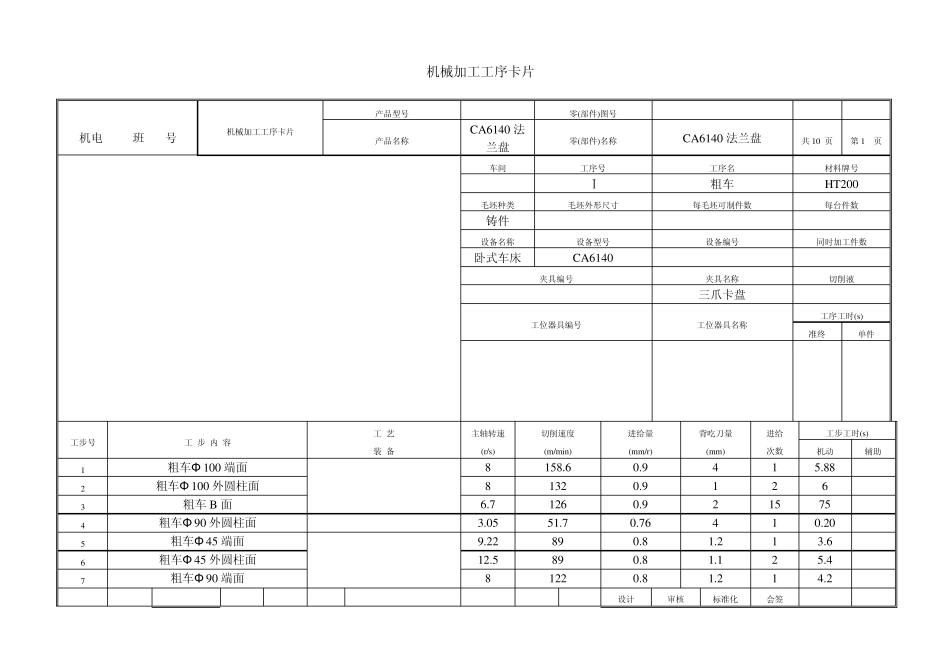
机械加工工序卡片 机电08-4班 16号 机械加工工序卡片 产品型号 零(部件)图号 产品名称 CA6140 法兰盘 零(部件)名称 CA6140 法兰盘 共10 页 第1 页 车间 工序号 工序名 材料牌号 Ⅰ 粗车 HT200 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 CA6140 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时(s) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动 辅助 1 粗车Φ 100 端面 8 158
9 4 1 5
88 2 粗车Φ 100 外圆柱面 8 132 0
9 1 2 6 3 粗车B 面 6
7 126 0
9 2 15 75 4 粗车Φ 90 外圆柱面 3
76 4 1 0
20 5 粗车Φ 45 端面 9
22 89 0
6 6 粗车Φ 45 外圆柱面 12
5 89 0
4 7 粗车Φ 90 端面 8 122 0
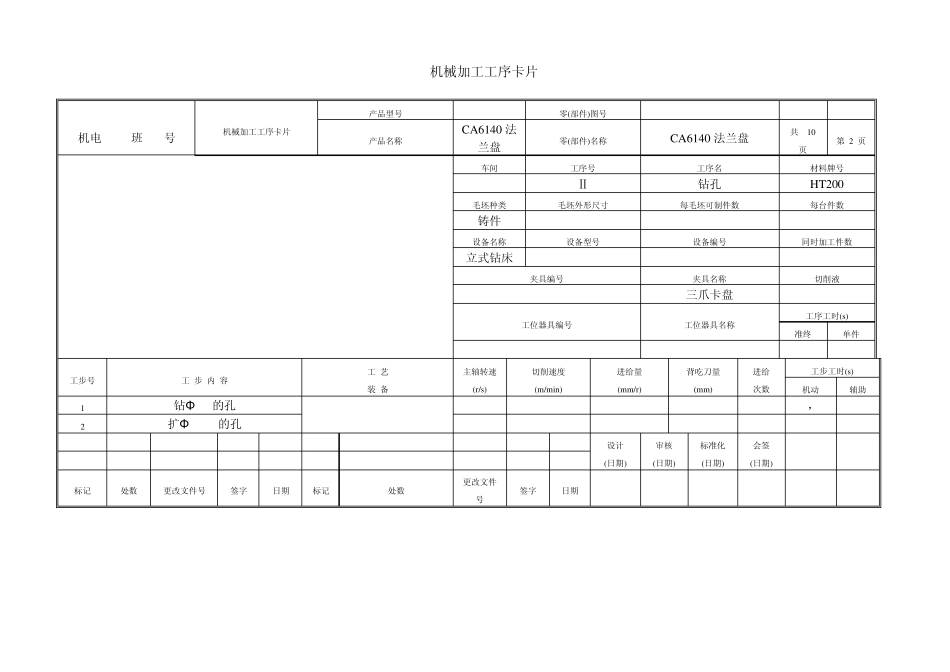
2 设计 审核 标准化 会签 更改文件号 (日期) (日期) (日期) (日期) 标记 处数 签字 日期 标记 处数 更改文件号 签字 日期 机械加工工序卡片 机电08-4班 16号 机械加工工序卡片 产品型号 零(部件)图号 产品名称 CA6140 法兰盘 零(部件)名称 CA6140 法兰盘 共 10 页 第 2 页 车间 工序号 工序名 材料牌号 Ⅱ 钻孔 HT200 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z525 夹具