1 C N C 2000 数控系统主要功能和技术指标 CNC2000 数控系统软件基于Window s,采用DSP 技术开发,硬件采用PCI 接口,具有4 轴联动功能
系统主要功能: 联动轴数:4 轴4 联动 程序校验功能 MDI 功能 绝对/增量编程(G90、G91) 英制、公制、脉冲数编程(G20、G21、G22) 镜像功能(G24、G25) 缩放功能(G50、G51) 自动、点动、步进、手摇、回零功能 快速定位(G00)、直线插补(G01) 圆弧插补(G02、G03) 扩展圆弧(圆弧+直线)插补(G02、G03) 暂停(G04)、螺纹功能(G33) 设置/返回电器原点(G29、G30) 坡口切割 G32 反向间隙补偿、光斑半径补偿(G40、G41、G42) 坐标旋转功能(G68、G69) 子程序调用 静态/动态仿真 自动加减速控制 最大空载步进频率:1MHz AutoCAD 图形文件转换功能(DXF 文件) 断电保护 2 C N C 2000 数控系统编程说明 采用数控方法加工零件,首先必须将被加工零件的工艺顺序、运动轨迹工艺参数等按其动作的顺序,用数控机床规定的代码程序格式编好加工程序,这个过程称之为程序编制
通常一个加工程序由若干程序段构成,而程序段又是由一条或几条数控代码指令组成
CNC2000 数控系统编程方法有自动编程、视教编程、手工编程
自动编程 点击图形与转换菜单下的自动编程,则进入自动编程功能
编辑完图形后按工具栏上的保存为
n则自动将图形转换为数控程序,并回到数控加工状态
自动编程请参考StarCAM手册
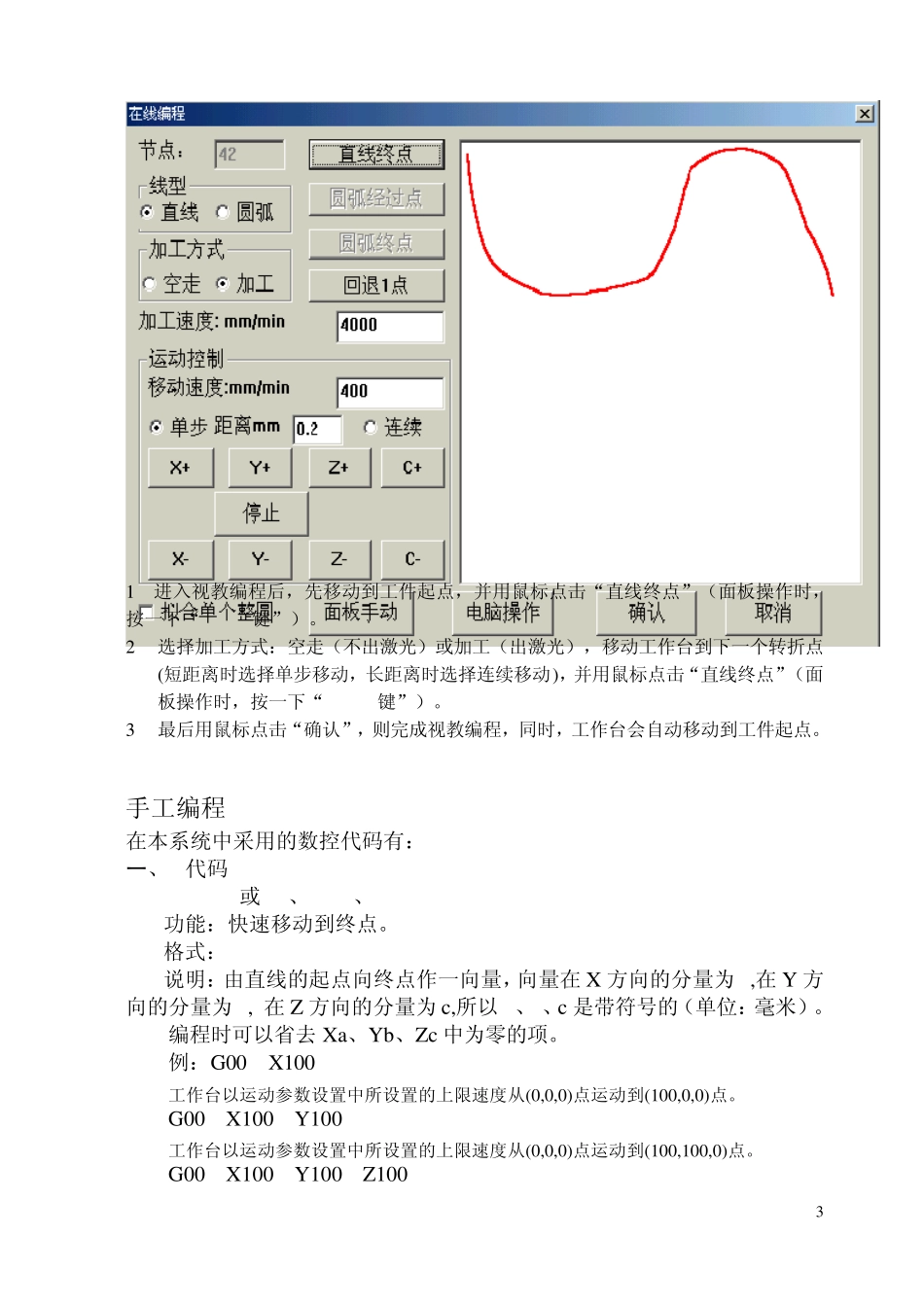
视教编程 点击图形与转换菜单下的视教编程,则弹出以下对话框
有电脑移动和面板移动两种模式
在电脑移动模式下,按X+、X-、Y+、Y-、Z+、Z-、C+、