钢的熔焊连接 焊缝缺陷分类及说明 DIN EN25817 1 适用范围 本标准适用于钢的电弧焊连接的焊缝的焊缝缺陷分类及说明
对三个评定组的确定,使其在焊接技术加工时有一个广泛的使用范围
评定组涉及到加工质量,而不涉及到所加工的产品的使用适用性(参见3
本标准涉及到: - 非合金钢和合金钢 - 由下列焊接程序所命名的组和与ISO4063 相一致的单个程序: 11 没有气体保护的金属-电弧焊 12 埋弧焊 13 金属气体保护焊 14 钨-气体保护焊 15 等离子焊 - 手工焊、机械自动焊 - 所有焊接位置 - 对接焊缝、角焊缝和接管上的焊缝 - 基本工件材料 3m m 至 63m m 的厚度范围 如果在已焊接的产品中出现与焊缝几何图形和本标准所规定的尺寸截然不同,则应评定本标准的应用范围
引用标准 下列标准所包含的条文,通过本标准的引用而构成为本标准的条文
本标准出版时,所示版本均为有效
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性
ISO 2553:1984 焊缝在图样上的符号表示方法 ISO 4063:1990 金属的焊接和钎焊方法在图样上的表示代号 ISO 6520:1982 金属熔化焊焊缝缺陷分类及说明 3
定义 本标准采用下列定义 3
1 使用适用性 如果某一个产品在所规定的使用年限内能正常运行,则说明该产品相对于人们所期望的目的是适用的
该产品在运行时会损坏,但不是很快的,以致于出现断裂和下列缺陷
当然该产品可能没被正确使用或超负荷运行:前提条件是在运行期间实际条件应与所规定的包括所统计的振动变化(例如:运行负载)相等
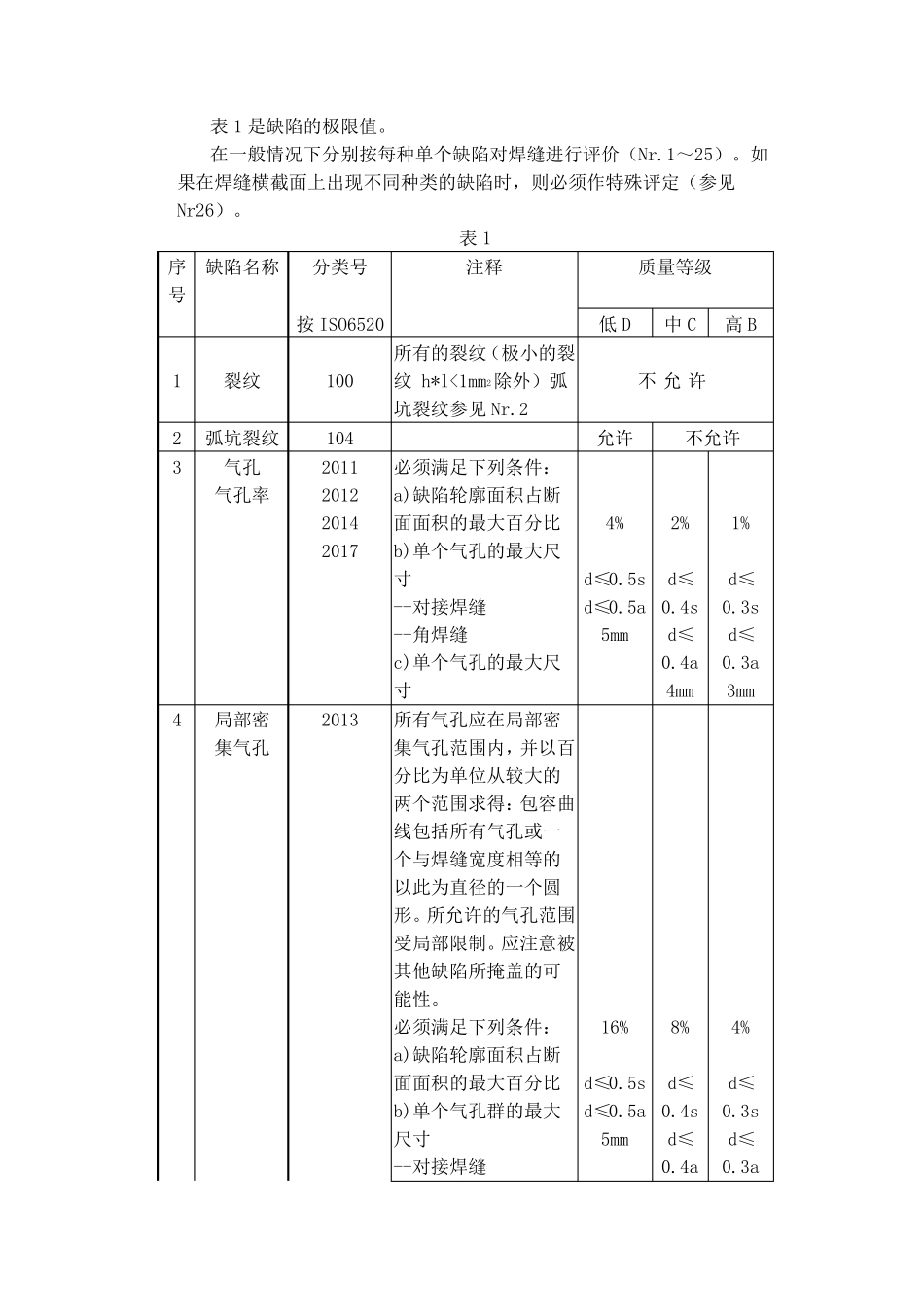
2 焊缝厚度 3
1 角焊缝,a
额定焊缝厚度:在角焊缝断面内画出的最大直角等腰三角形中,从直角顶点到斜边的垂线长度(参见 ISO2553)
注 1:在有些国家将量角器的臂用来标注角焊缝的