DMU60monoBLOCK 五轴中心校正 一.更换Z 轴光栅尺,主轴以及主轴转子后,应重设Z 轴原点,校正Z 轴参考点到主轴端面的距离,使它与PLC:\KINEMATIK\USPRUNG
TAB 文件的第2 行中的值相等
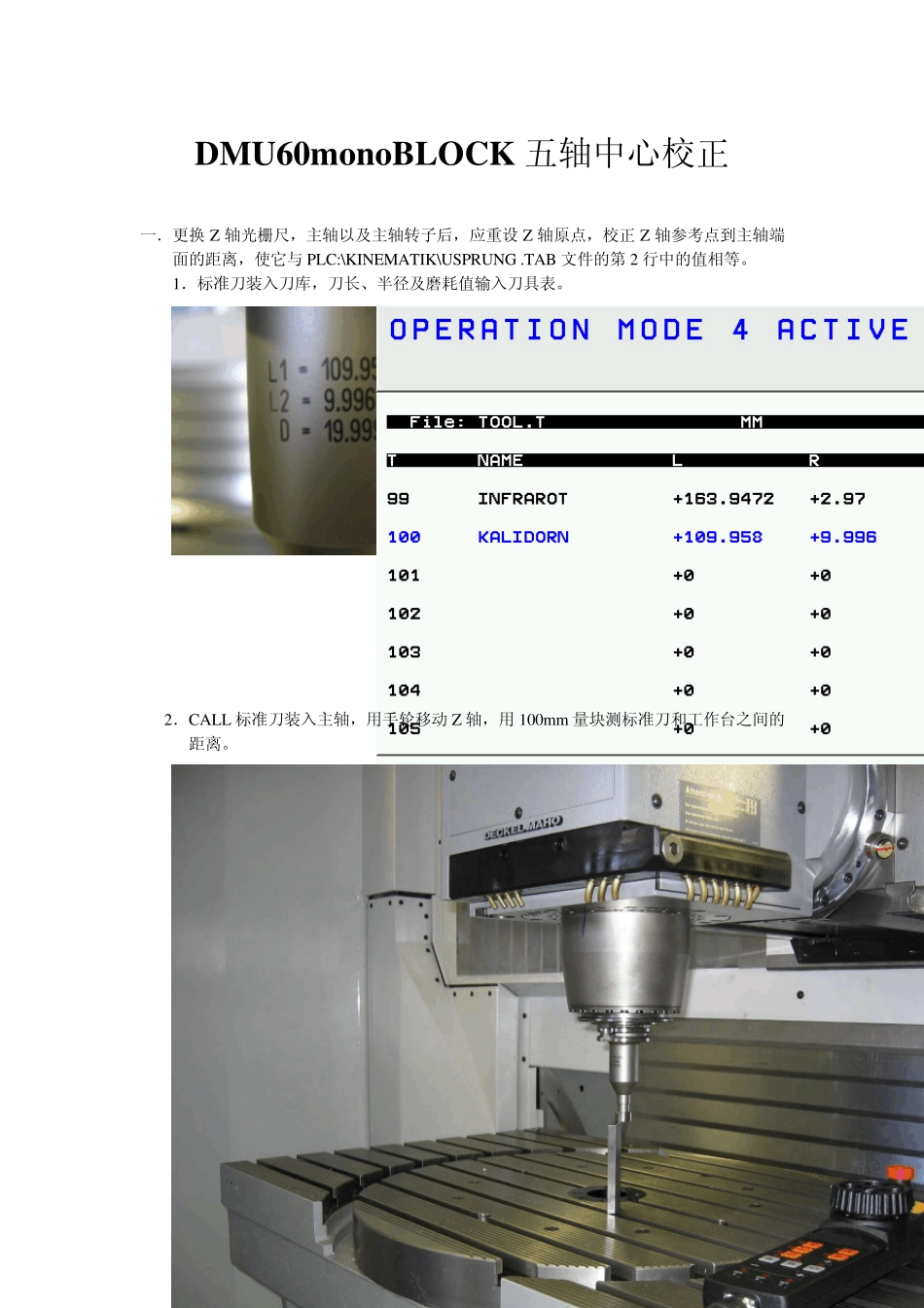
1.标准刀装入刀库,刀长、半径及磨耗值输入刀具表
2.CALL 标准刀装入主轴,用手轮移动 Z 轴,用 100m m 量块测标准刀和工作台之间的距离
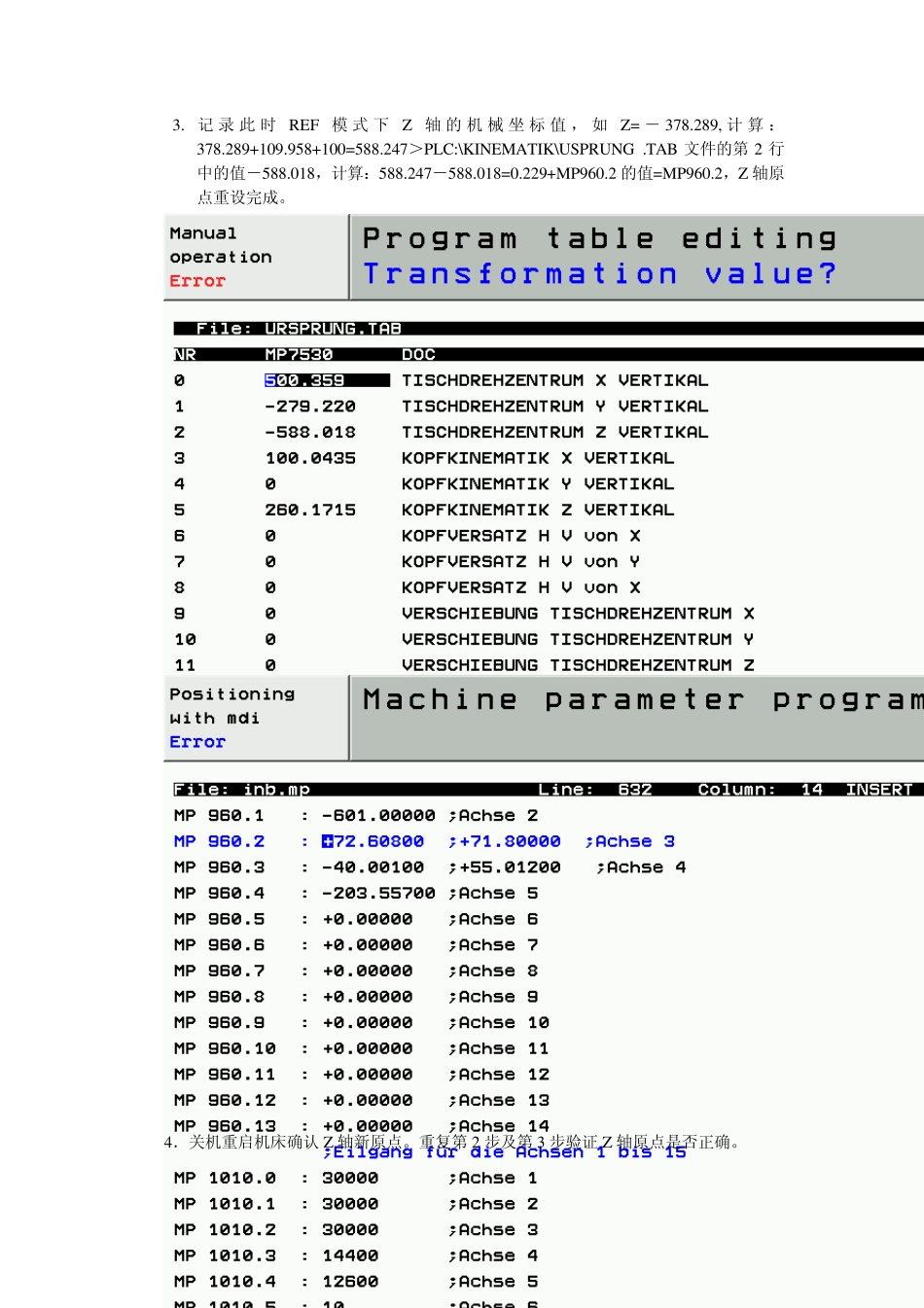
记录此时REF 模式下Z 轴的机械坐标值,如Z= -378
289, 计算:378
289+109
958+100=588
247>PLC:\KINEMATIK\USPRUNG
TAB 文件的第2 行中的值-588
018,计算:588
247-588
229+MP960
2 的值=MP960
2,Z 轴原点重设完成
4.关机重启机床确认 Z 轴新原点
重复第2 步及第3 步验证 Z 轴原点是否正确
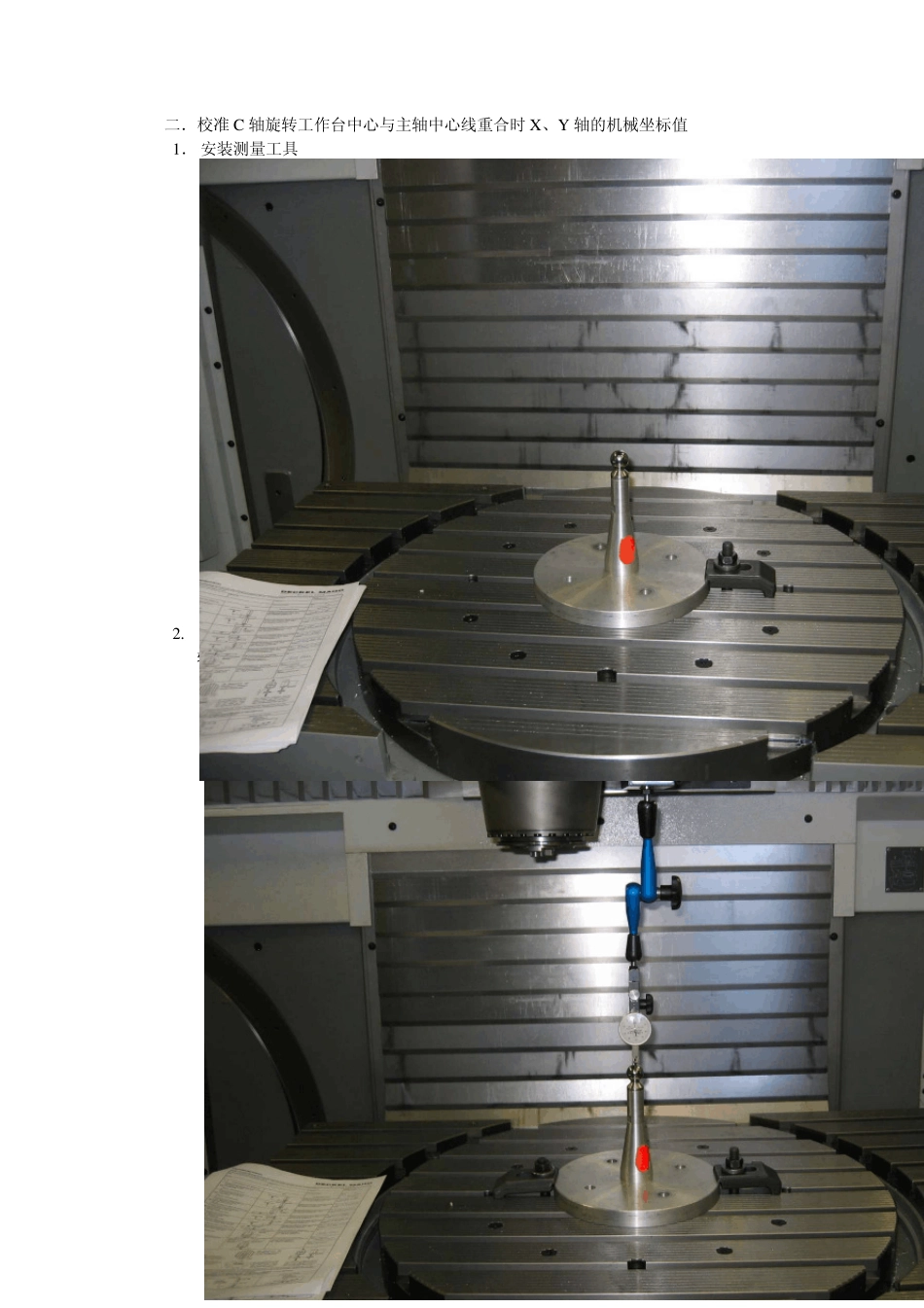
二.校准C 轴旋转工作台中心与主轴中心线重合时X、Y轴的机械坐标值 1. 安装测量工具 2
MDI 模式,执行 L B+0 FMAX
磁性表座吸在主轴头基座上,在手动模式旋转C轴,调整测量球的底座,找出 C 轴旋转工作台中心
3.磁性表座吸在主轴头锥孔端面,在手动模式移动X、Y 轴,使 C 轴旋转工作台中心与主轴中心线重合
4.REF 显示模式,记录此时 X、Y 轴的机械坐标值,例如 X=500
359,Y=-279
228 5.标准刀装入刀库,刀长、半径及磨耗值输入刀具表
6.CALL 标准刀装入主轴,MDI 模式,执行 L B-90 FMAX,在手动模式移动 X、Y、Z轴,测量标准刀底部边缘最高点,并使千分表对零,记录此时 X 轴的机械坐标值X1=58
在手动模式下使 Z 轴往+向移动,测量表头离开标准刀
MDI 模式,执行 L B+0 FMAX,移动