XXXX 有限公司 标准编号 XXXX 版 本 A
0 发行日期 2006-10-30 标题 D-sub 型连接器线焊接工艺规范 页 码 第1 页 共9 页 1.目的: 为确保本公司生产的产品与标准或相关方要求的一致性,需对电缆组件产品焊接各个的要求加强控制和管理,特制定本规范
2.范围: 本规范适用于D-SUB 型连接器(或类似于D-SUB-sub 型号的)所有焊接产品
焊接工艺要求:(ROHS 物料) 3
烙铁温度一般应控制在360±40℃的范围内; 3
每个焊点的重复焊接次数不能超过3次; 3
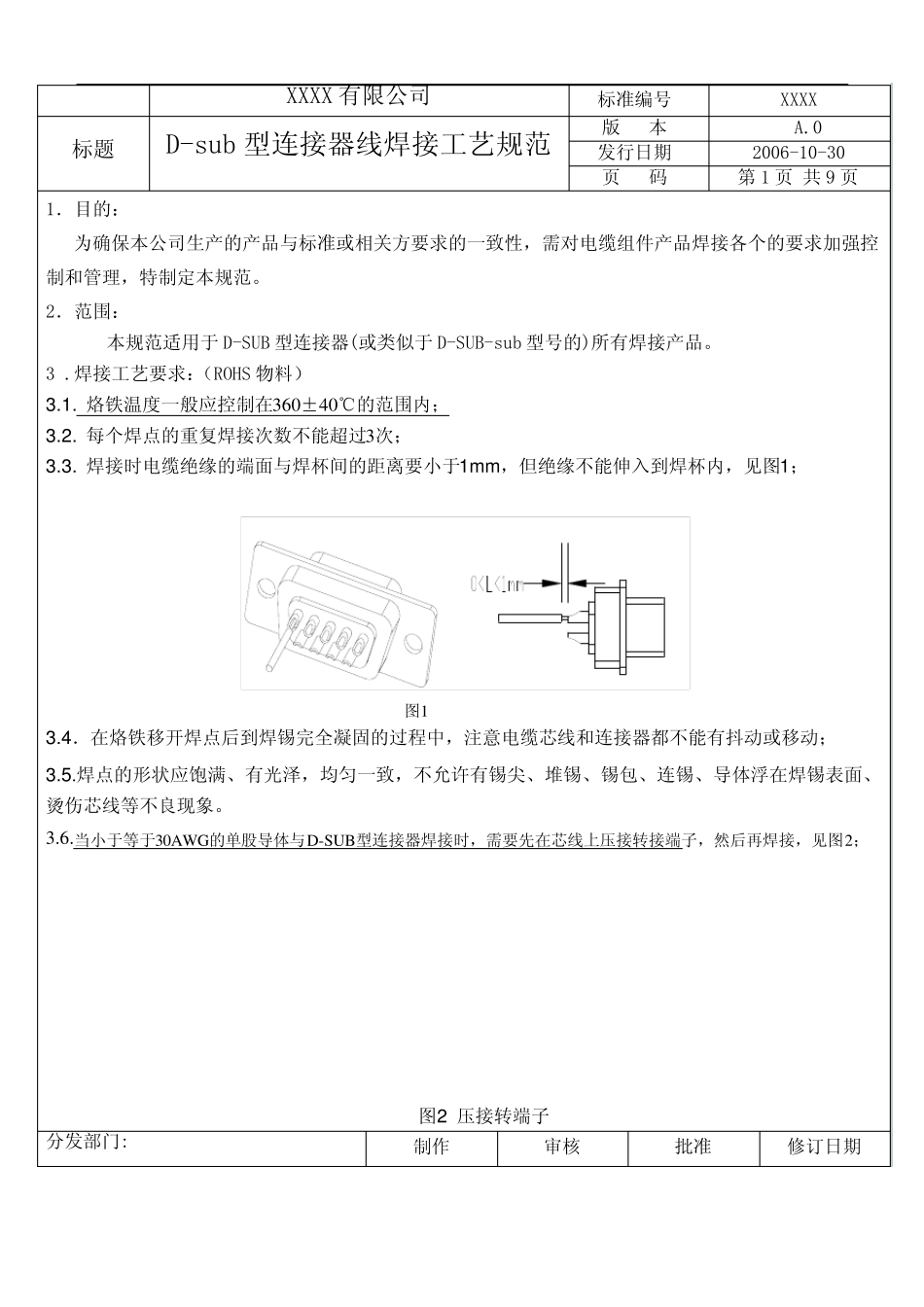
焊接时电缆绝缘的端面与焊杯间的距离要小于1m m ,但绝缘不能伸入到焊杯内,见图1; 图1 3
4.在烙铁移开焊点后到焊锡完全凝固的过程中,注意电缆芯线和连接器都不能有抖动或移动; 3
焊点的形状应饱满、有光泽,均匀一致,不允许有锡尖、堆锡、锡包、连锡、导体浮在焊锡表面、烫伤芯线等不良现象
当小于等于30AW G的单股导体与D-SUB型连接器焊接时,需要先在芯线上 压 接转 接端子 ,然 后再 焊接,见图2; 图2 压 接转 端子 分 发部 门 : 制作 审 核 批 准 修 订 日期 无 XXXX 有限公司 标准编号 WI-EN-173 版 本 A
0 发行日期 2006-10-30 标题 D-sub 型连接器线焊接工艺规范 页 码 第2 页 共9 页 3
对于电缆和连接器需要焊接区域为镀镍等不易焊接的镀层时,要先将镀层表面的氧化层打磨掉,用酒精擦拭后再焊接
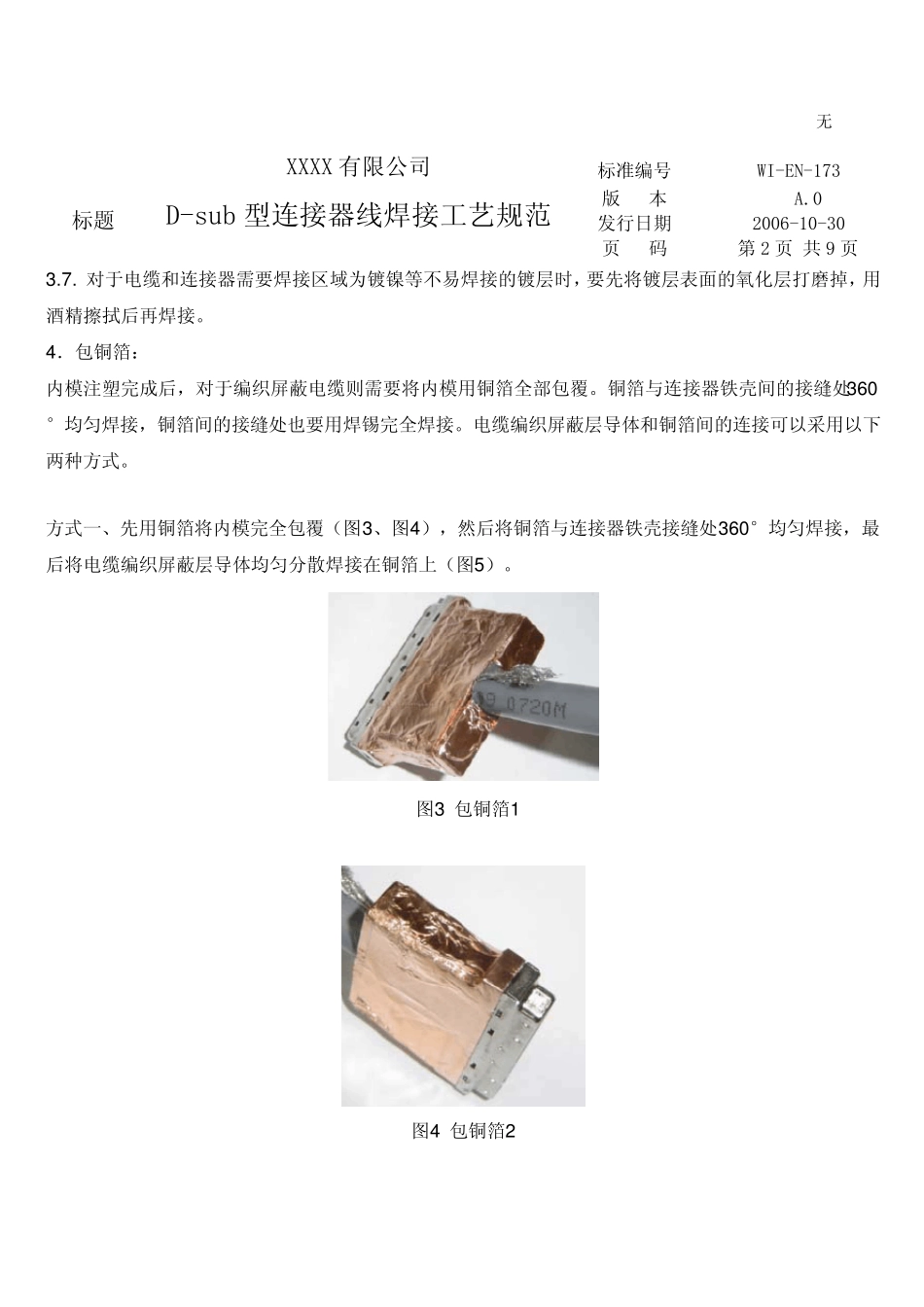
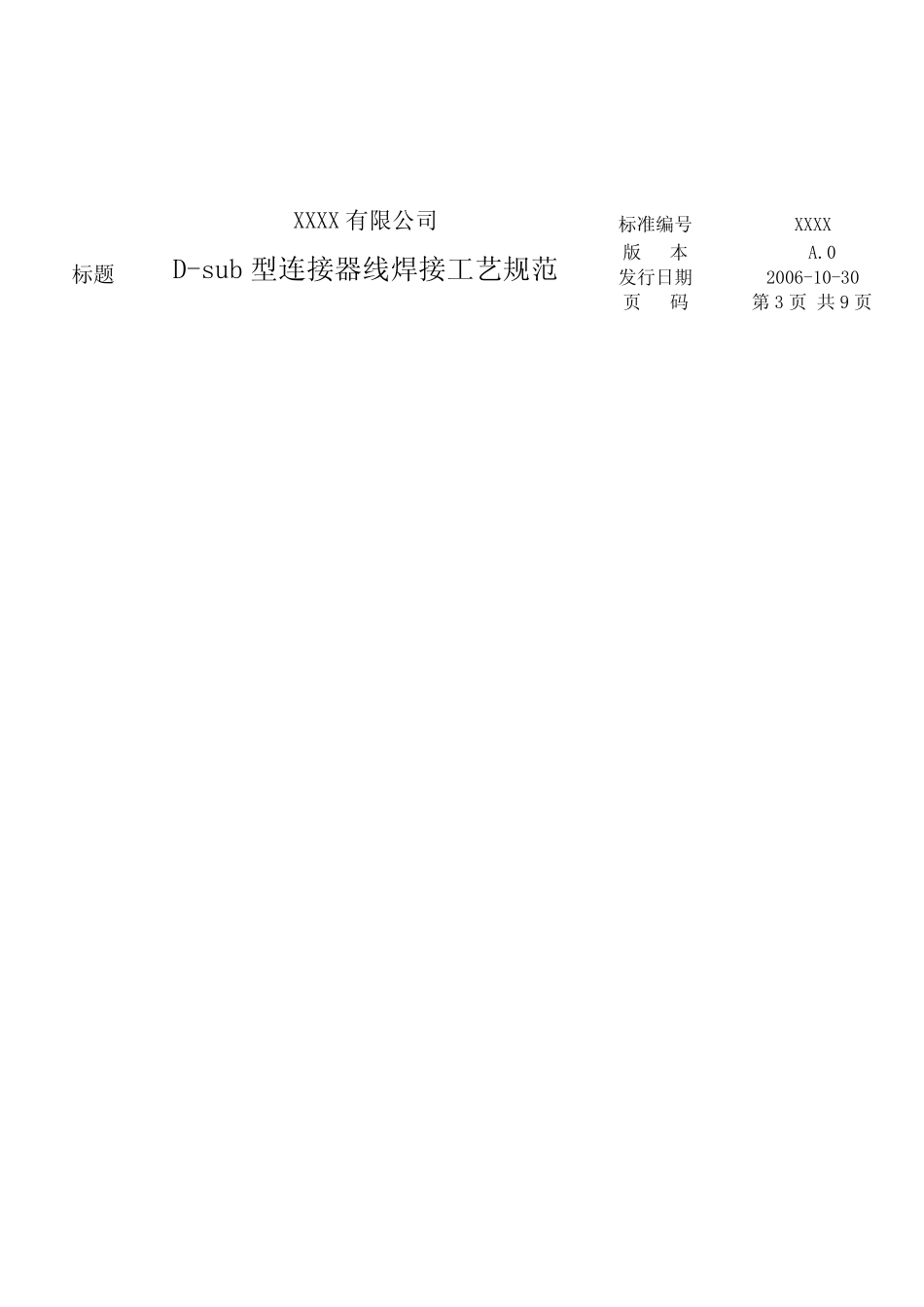
4 .包铜箔: 内模注塑完成后,对于编织屏蔽电缆则需要将内模用铜箔全部包覆
铜箔与连接器铁壳间的接缝处3 6 0°均匀焊接,铜箔间的接缝处也要用焊锡完全焊接
电缆编织屏蔽层导体和铜箔间的连接可以采用以下两种方式
方式一、先用铜箔将内模完全包覆(图3 、图4 ),然后将