铣削加工命令粗加工对话框【常规】选项卡【元素】——待加工模型的类型
【残料粗加工】——是在前面有粗加工的基础上进行的残料加工,相当于将前面粗加工所剩的残料作为毛坯来裁剪刀具路径
【指定粗加工】——当有多个粗加工路径,通过勾选此项来指定以哪个粗加工为基础
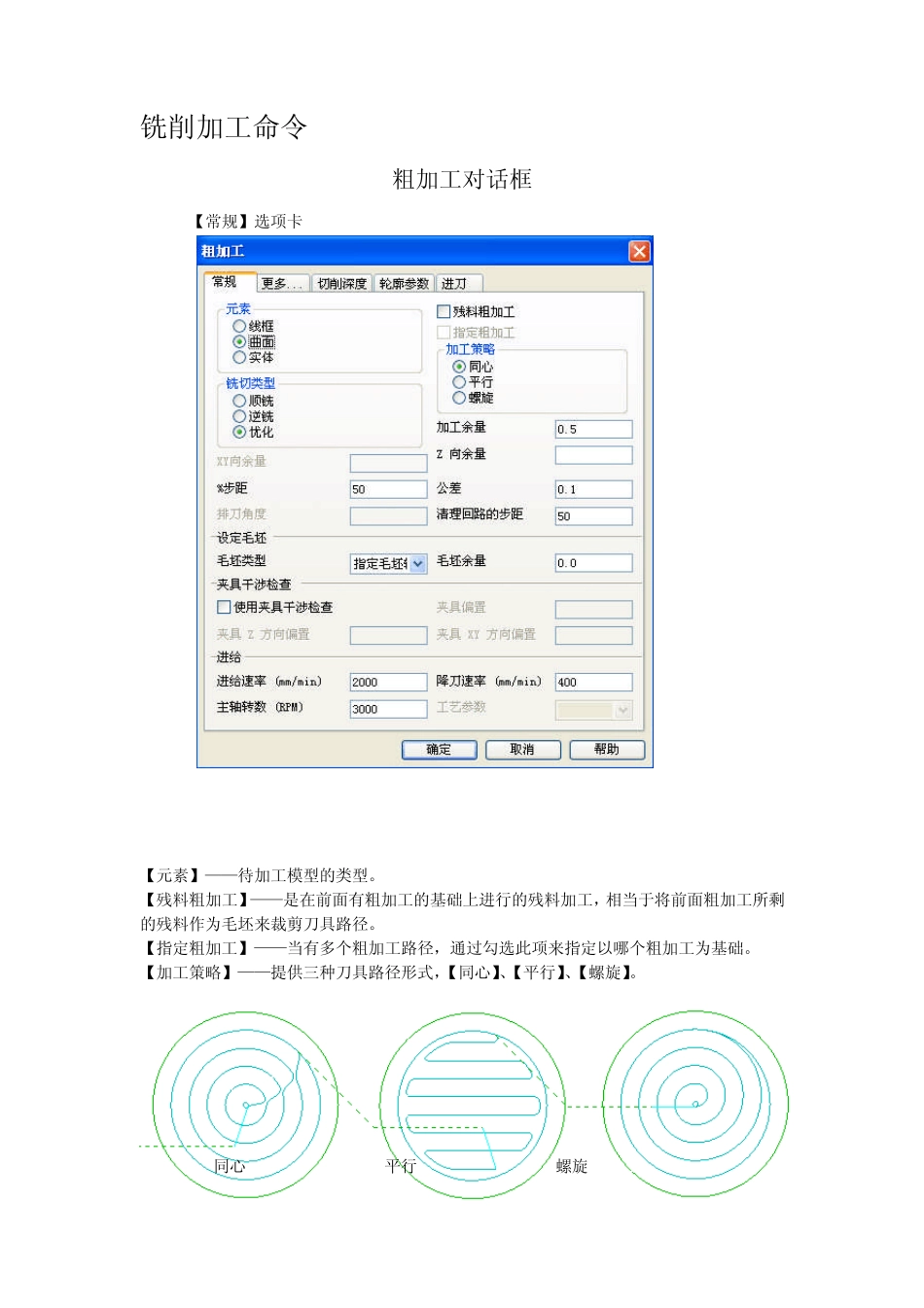
【加工策略】——提供三种刀具路径形式,【同心】、【平行】、【螺旋】
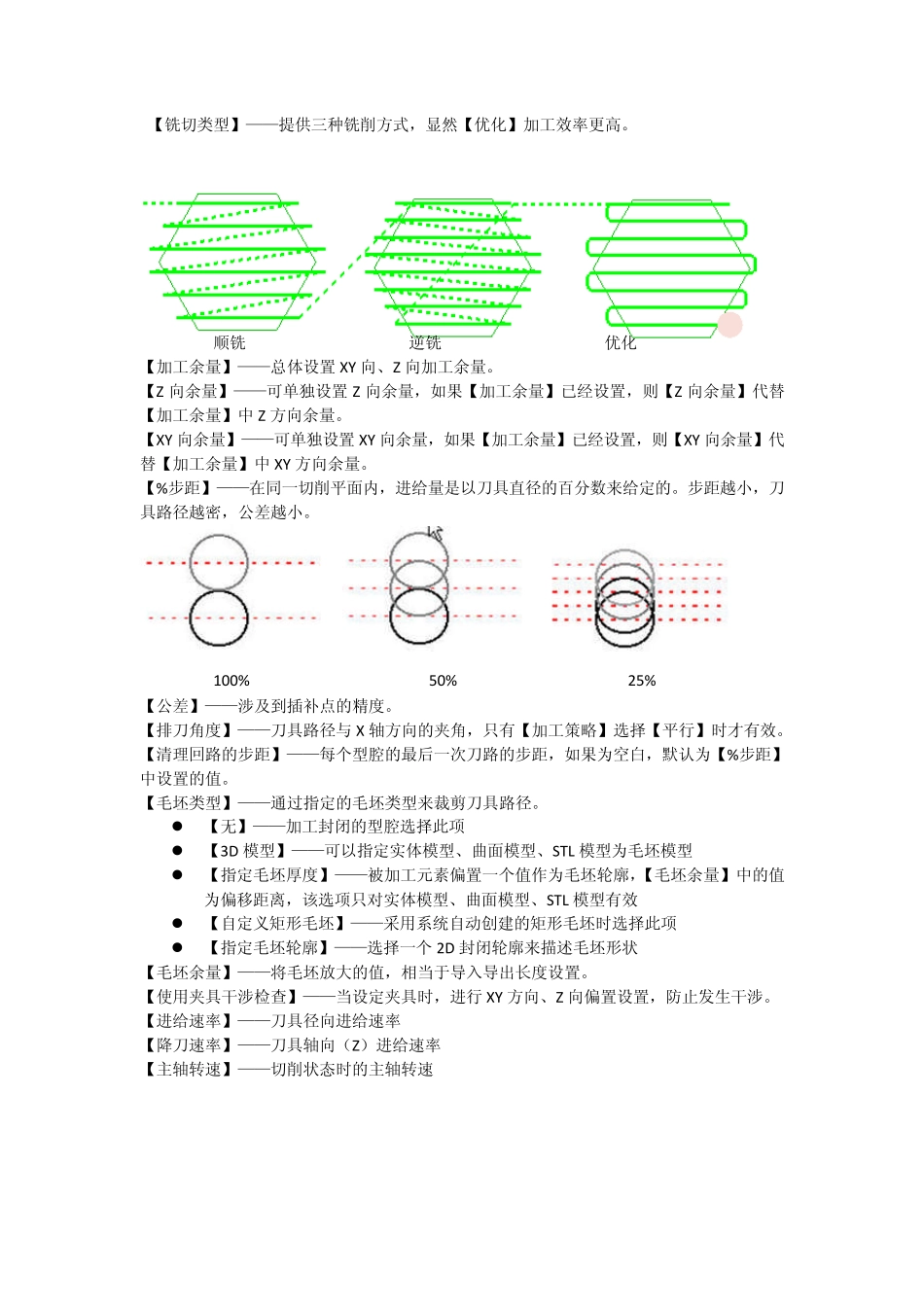
同心平行螺旋【铣切类型】——提供三种铣削方式,显然【优化】加工效率更高
顺铣逆铣优化【加工余量】——总体设置 XY 向、Z 向加工余量
【Z 向余量】——可单独设置 Z 向余量,如果【加工余量】已经设置,则【Z 向余量】代替【加工余量】中 Z 方向余量
【XY 向余量】——可单独设置 XY 向余量,如果【加工余量】已经设置,则【XY 向余量】代替【加工余量】中 XY 方向余量
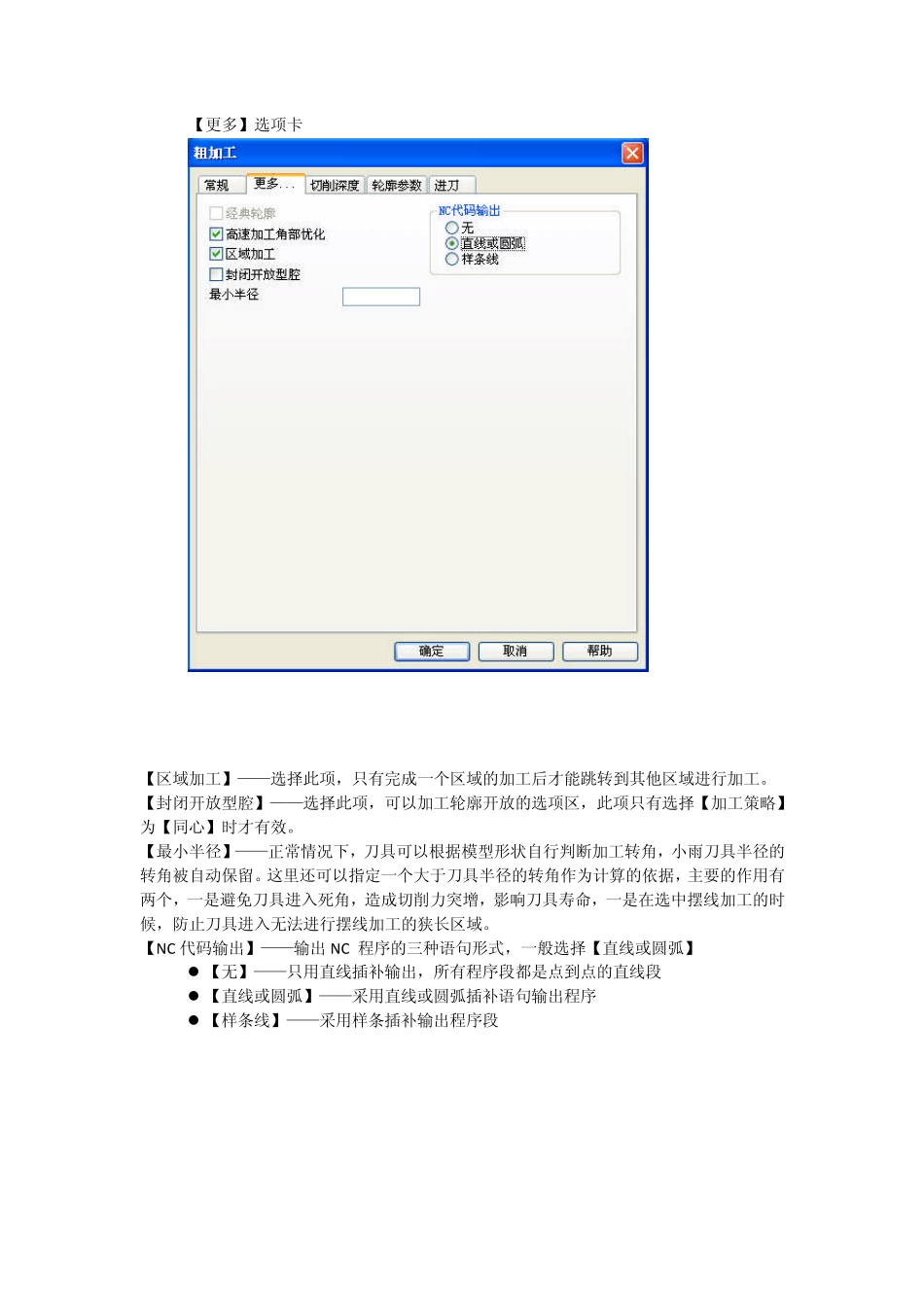
【%步距】——在同一切削平面内,进给量是以刀具直径的百分数来给定的
步距越小,刀具路径越密,公差越小
100%50%25%【公差】——涉及到插补点的精度
【排刀角度】——刀具路径与 X 轴方向的夹角,只有【加工策略】选择【平行】时才有效
【清理回路的步距】——每个型腔的最后一次刀路的步距,如果为空白,默认为【%步距】中设置的值
【毛坯类型】——通过指定的毛坯类型来裁剪刀具路径
【无】——加工封闭的型腔选择此项【3D 模型】——可以指定实体模型、曲面模型、STL 模型为毛坯模型【指定毛坯厚度】——被加工元素偏置一个值作为毛坯轮廓,【毛坯余量】中的值为偏移距离,该选项只对实体模型、曲面模型、STL 模型有效【自定义矩形毛坯】——采用系统自动创建的矩形毛坯时选择此项【指定毛坯轮廓】——选择一个 2D 封闭轮廓来描述毛坯形状【毛坯余量】——将毛坯放大的值,相当于导入导出长度设置
【使用夹具干涉检查】——当设定夹具时,进行 XY 方向、Z 向偏置设置,防止发生干涉
【进给速率】——刀具