一 、 数 控 铣 床 操 作 面 板 介 绍以 数 控 铣 床 型 号 XK5032, 选 用 FANUC 0-MD 数 控 系 统 为 例 , 介 绍 数 控 铣 床 的 操 作
机 床 操 作 面 板 由 CRT/MDI 面 板 和 两 块 操 作 面 板 组 成
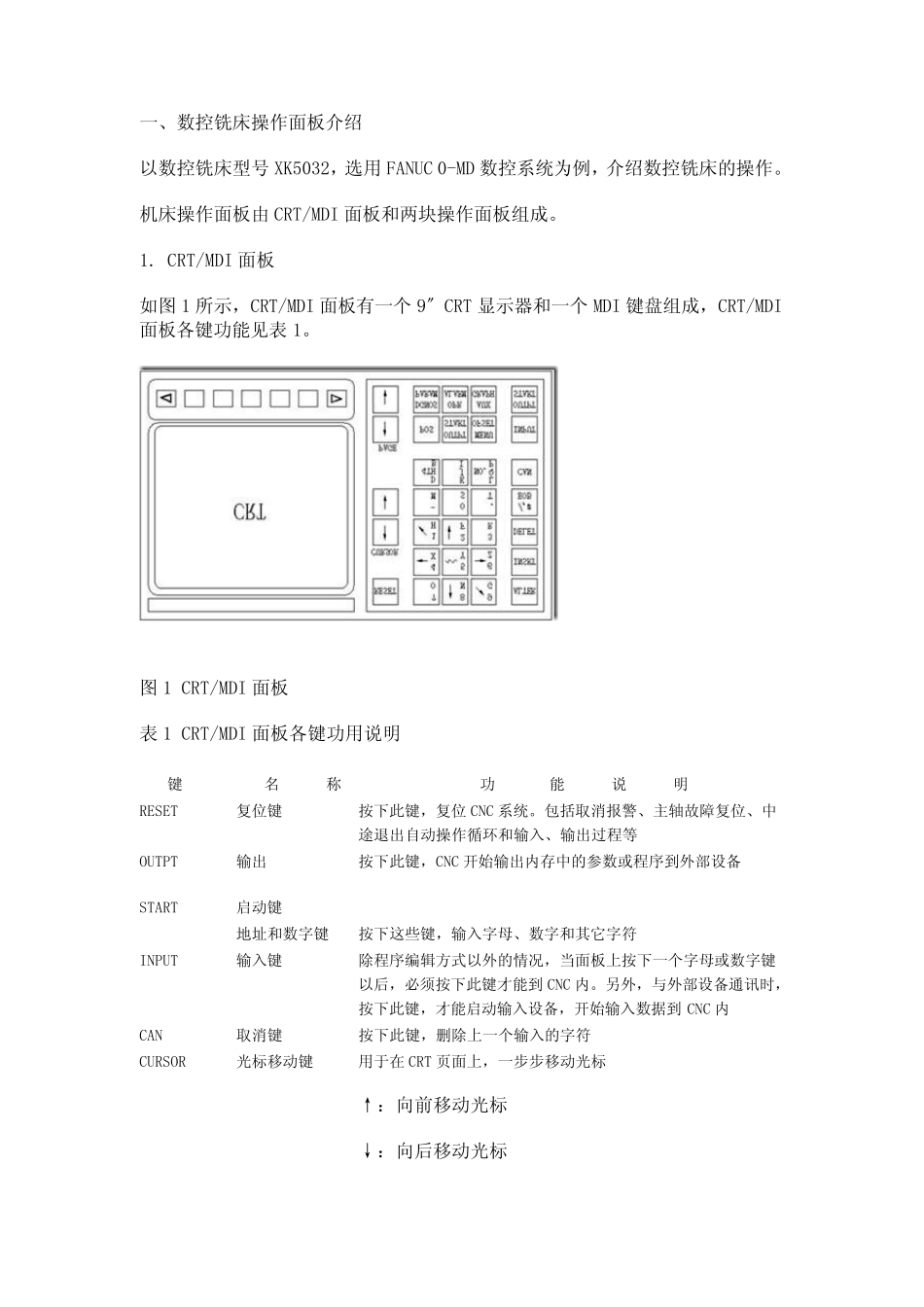
CRT/MDI 面 板如 图 1 所 示 , CRT/MDI 面 板 有 一 个 9〞 CRT 显 示 器 和 一 个 MDI 键 盘 组 成 , CRT/MDI面 板 各 键 功 能 见 表 1
图 1 CRT/MDI 面 板表 1 CRT/MDI 面 板 各 键 功 用 说 明键名称功能说明RESET复 位 键按 下 此 键 , 复 位 CNC 系 统
包 括 取 消 报 警 、 主 轴 故 障 复 位 、 中途 退 出 自 动 操 作 循 环 和 输 入 、 输 出 过 程 等OUTPTSTART输 出启 动 键按 下 此 键 , CNC 开 始 输 出 内 存 中 的 参 数 或 程 序 到 外 部 设 备地 址 和 数 字 键按 下 这 些 键 , 输 入 字 母 、 数 字 和 其 它 字 符INPUT输 入 键除 程 序 编 辑 方 式 以 外 的 情 况 , 当 面 板 上 按 下 一 个 字 母 或 数 字 键以 后 , 必 须 按 下 此 键 才 能 到 CNC 内
另 外 , 与 外 部 设 备 通 讯 时 ,按 下 此 键 , 才 能 启 动 输 入 设 备 , 开 始 输 入 数 据 到CNC 内CAN取 消 键按 下 此 键 , 删 除 上 一 个 输 入 的 字 符CURSOR光 标 移 动 键用 于 在 CRT 页 面 上 , 一 步 步 移 动 光 标↑:向前移 动 光 标↓:向后 移 动 光 标PAGE页面变换键用于CRT 屏幕选择不同的页面↑:向前变换