FANUC 系统手工编程基础 1. 平面铣削,二维轮廓加工编程 (1) 直线,圆弧编程 a 快速定位(G00) 指令格式:G00X-Y-Z- 注:X、Y、Z 在绝对坐标指令时为终点坐标值;在增量坐标指令时为刀具的运动距离
用快速定位刀具,不对工件进行加工
可以在几个轴上同时快速移动,G00 快速移动时程序中进给量 F 无效;G00 快速移动时行经轨迹可能是斩线
b 直线插补(G01) 指令格式:X-Y-Z-F- 刀具以直线轨迹按地址 F 下编程的进给速度,从起点移动到目标位置,所有的坐标可以同进运行,而且所行经轨迹为直线
G01 与坐标平面的选择无关
一般要求进给速度恒定,因此,在一个稳定的切削加工过程中,往往只在程序开始的某个插补(直线或圆弧插补)程序段写出 F 值
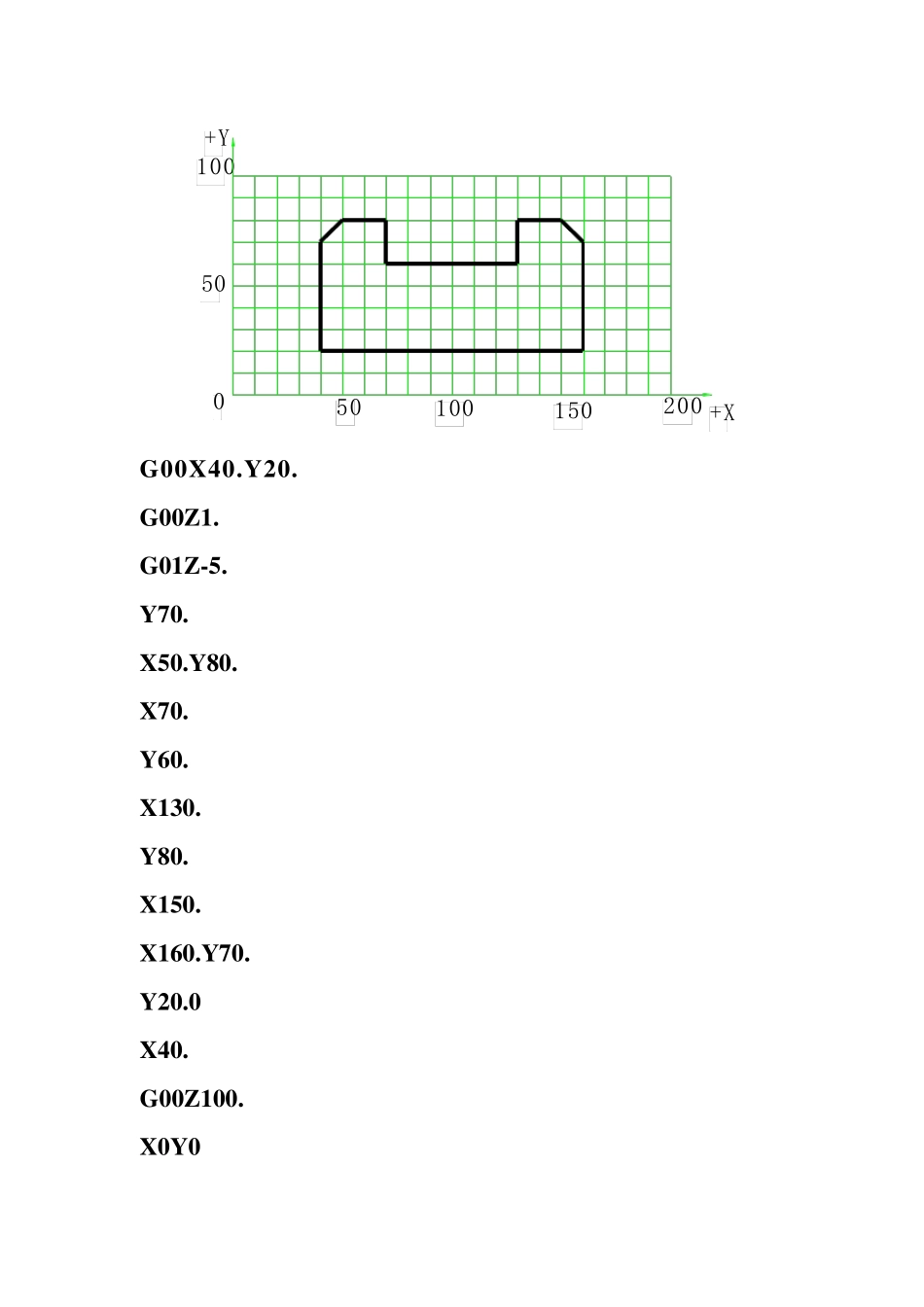
例:下图用直线编程指令编程; 1 使用绝对坐标(G90)方式,切深=5m m
+Y10050050100150200 +X G00X40
G01Z-5
G00Z100
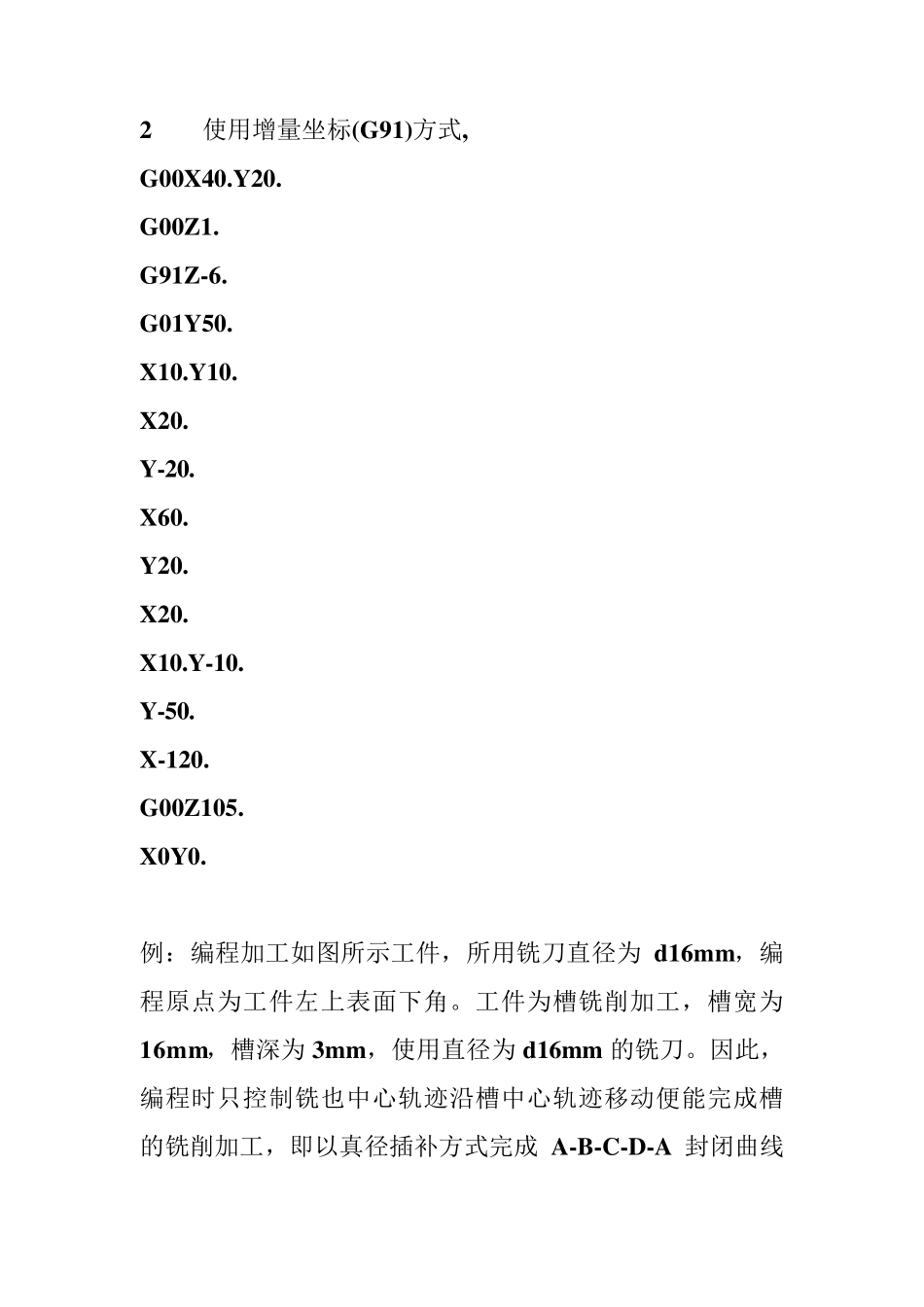
X0Y0 2 使用增量坐标(G91)方式, G00X40
G91Z-6
G01Y50
G00Z105
例:编程加工如图所示工件,所用铣刀直径为d16m m ,编程原点为工件左上表面下角
工件为槽铣削加工,槽宽为16m m,槽深为3m m ,使用直径为d16m m 的铣刀
因此,编程时只控制铣也中心轨迹沿槽中心轨迹移动便能完成槽的铣削加工,即以真径插补方式完成 A-B-C-D-A 封闭曲线的加工,四边形ABCD 为槽的中