中华人民共和国国家标准 钢熔化焊对接接头射线 照相和质量分级 UDC 621
05 GB 3323-87 Methods for radiographic inspection and 代替 GB 3323-82 classification of radiographs for fusion welded butt joints in steel 1 引言 1
1 本标准规定2-200mm 母材厚度钢熔化焊对接接头(以下称为焊缝)的X 射线和γ 射线照相方法以及焊缝的质量分级
2 照相质量等级、照相范围和焊缝的质量等级应按产品技术条件和有关的规定选择,也可以由设计、制造和使用单位根据产品的具体使用情况决定
2 人员的要求 2
1 从事射线照相检验的人员必须持有国家有关部门颁发的,并与其工作相适应的资格证书
2 评片人员的视力应每年检查一次,校正视力不得低于 1
0,并要求距离 400mm 能读出高为0
5mm,间隔为0
5mm 的一组印刷体字母
3 射线照相质量分级 按所需要达到的底片影象质量,射线照相方法分为A 级(普通级)、AB 级(较高级)和B 级(高级)
选用 B 级时,焊缝余高应磨平
4 表面状态 焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格
表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷 或 与之 相混 淆 ,否 则应做 适当 的修 整
5 射线源和能量的选择 5
1 管电压400kV 以下的X 射线 应用400kV 以下的X 射线透照焊缝时,不同透照存度TA所允许的最高管电压(工作范围)见图1
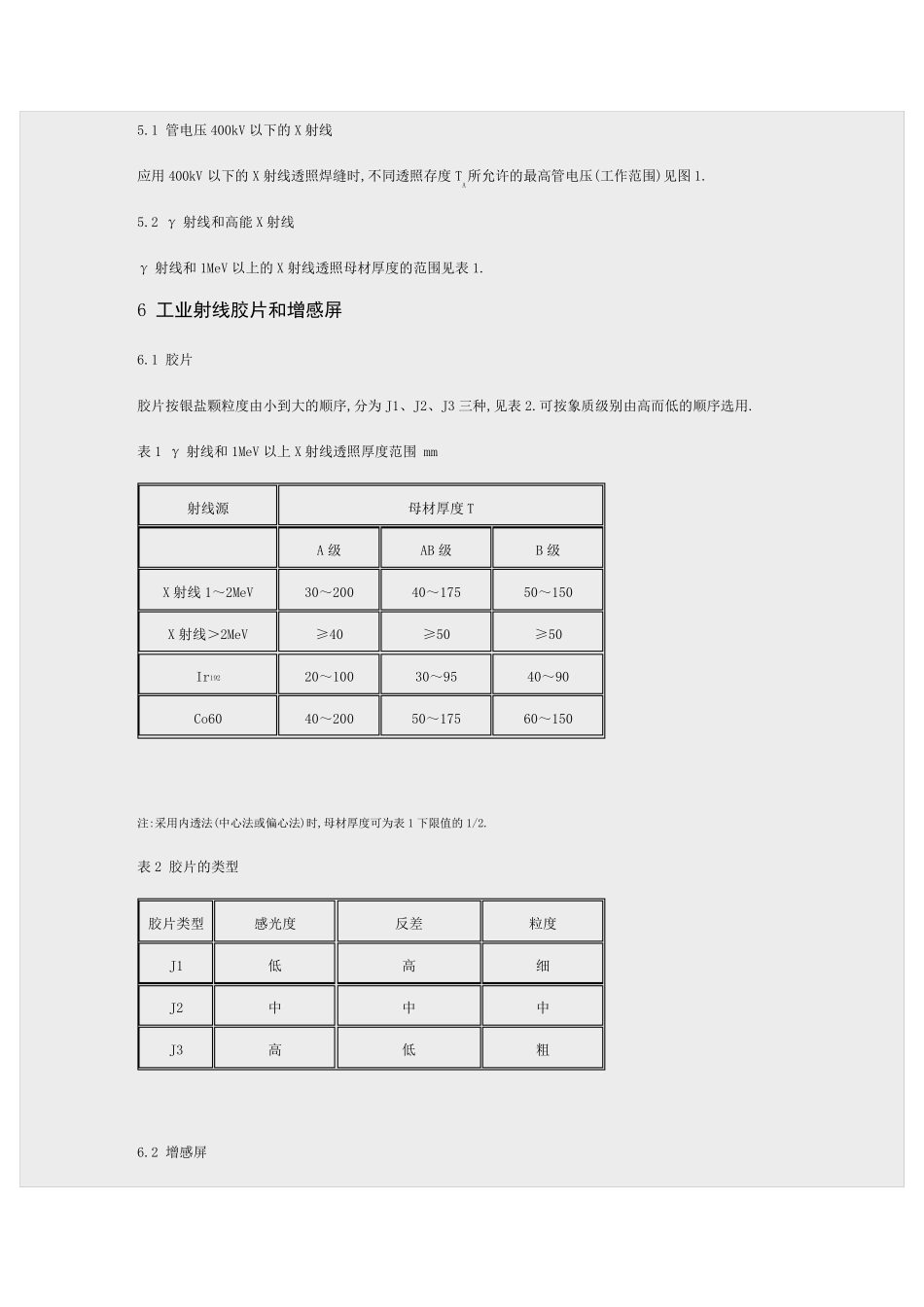
2 γ 射线和高能 X 射线 γ 射线和 1MeV 以上的X 射线透照母材厚度的范围见表 1
6 工业射线胶片和增感屏 6
1 胶片 胶片按银盐颗粒度由小到大的顺序,分为 J1、J2、J3 三种,见表 2