铝镁合金管道焊接工法 GF/13J05-89 编制: 宋胜英 一、前言 本工法适用于产量为 14000Nm3/h氧气和 14000Nm3/h氮气的 大型空分装置中铝镁合金管道的手工钨极氩弧焊
对其它装置中 工业纯铝及各种铝合金管道的手工钨极氩弧焊也可参考使用
铝镁合金因其具有良好的耐腐蚀性、较高的比强度、中等强度和优良的低温性能,在化学工业和航工业和低温工程等方面获得广范应用,因此迅速掌握积极推广铝镁合金焊接的各种新方法、新工艺,对扩大其焊接结构的应用具有重要意义
本工法的特点是通过对铝镁合金的焊接特性分析,总结出行之有效的管道对接焊口(不加衬环)焊接施工工艺
严格执行焊接施工的各项要求,可提高焊缝焊接一次合格率,获得满足设计 要求的优质焊接接头,从而顺利地进行焊接施工
二、铝镁合金的焊接特性 铝镁合金与黑色金属相比较,具有独的物理、化学性能、给焊接工作带来一定困难
施工中应针对其焊接特性,采取相应的工艺措施,预防各种焊接缺陷的产生
(一)和氧的亲和力强,在空气中很容易形成熔点高达2050℃的氧化铝薄膜,从而使焊缝中易产生氧化物夹杂、未熔合、气孔等缺陷
(二)熔点低易熔化,但因其比热、熔化潜热大、导热率高,局部加热困难,焊接时必须采用能量集中、功率大的热源
(三)铝合金很容易吸收气体,高温时能强烈地溶解氢,冷却时氢在铝中的溶解度急剧下降,且其导热率高,冷速快,不利于气泡的逸出而聚集在焊缝中形成气孔
(四)高温下的强度和塑性低,从固态变液态时无明显的颜色变化,易造成塌陷,给焊接操作带来困难
(五)如焊缝过热,在晶界上会发生成分偏析或析出杂质相,使该区塑性和抗腐蚀性降低
另外合金中含有低沸点的合金元素镁,在高温火焰或电弧的作用下极易蒸发烧损,从而降低接头性能
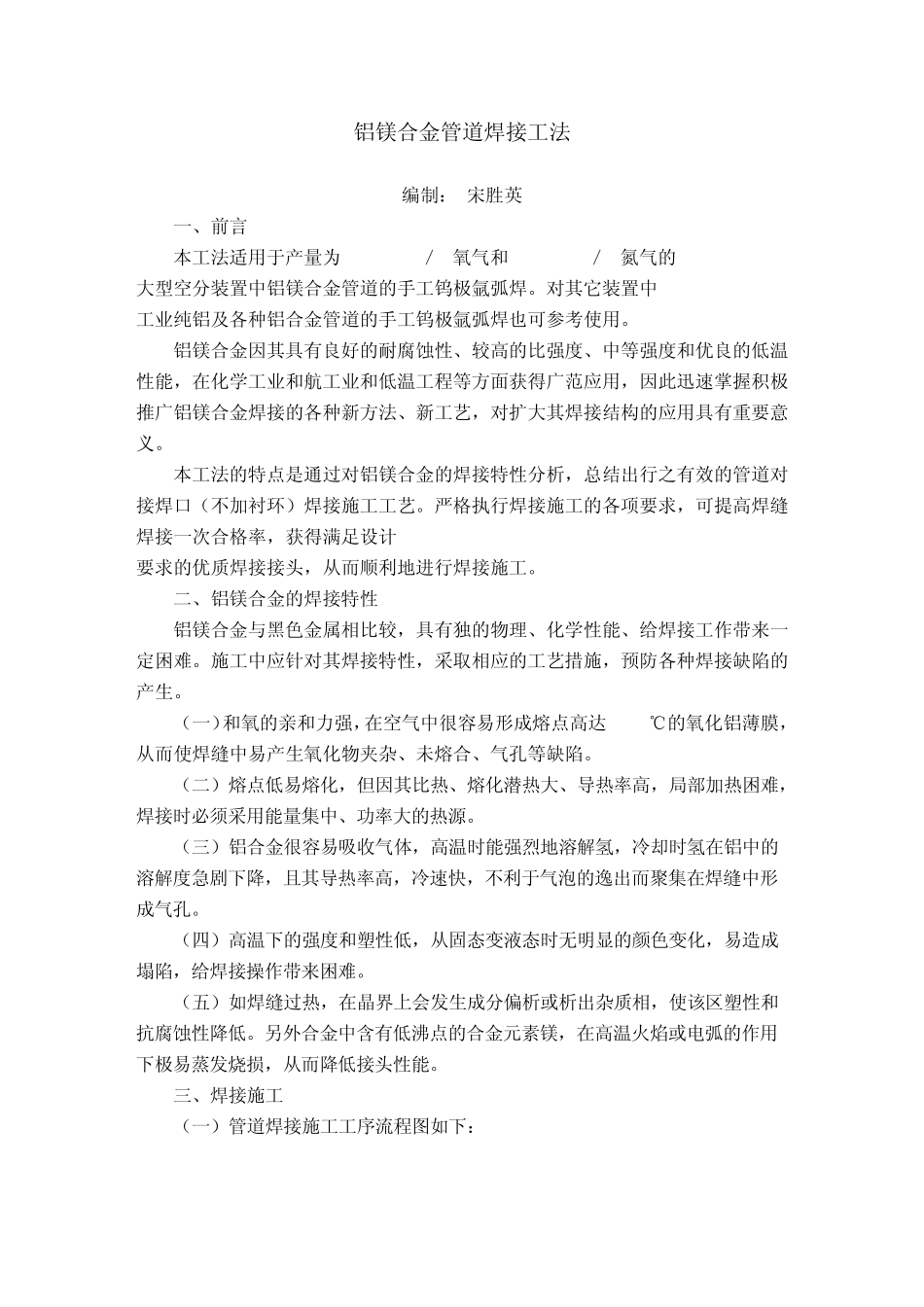
三、焊接施工 (一)管道焊接施工工序流程图如下: (二)、焊接施工要求 1
焊接材料的选用 铝镁合金管