课程设计说明书 设计题目: KCSJ-04 轴承座零件的 工艺规程及工艺装备 班 级 设 计 者 学 号 指导教师 2 机械制造工艺学课程设计任务书 题目:轴承座零件的 工艺规程及工艺装备 生产纲领: 4000 件 生产类型: 批量生产 内容: 1
产品零件图 1 张 2
产品毛坯图 1 张 3
夹具图 1 张 4
零件装配图 1 张 5
机械加工工艺过程卡片 1 套 6
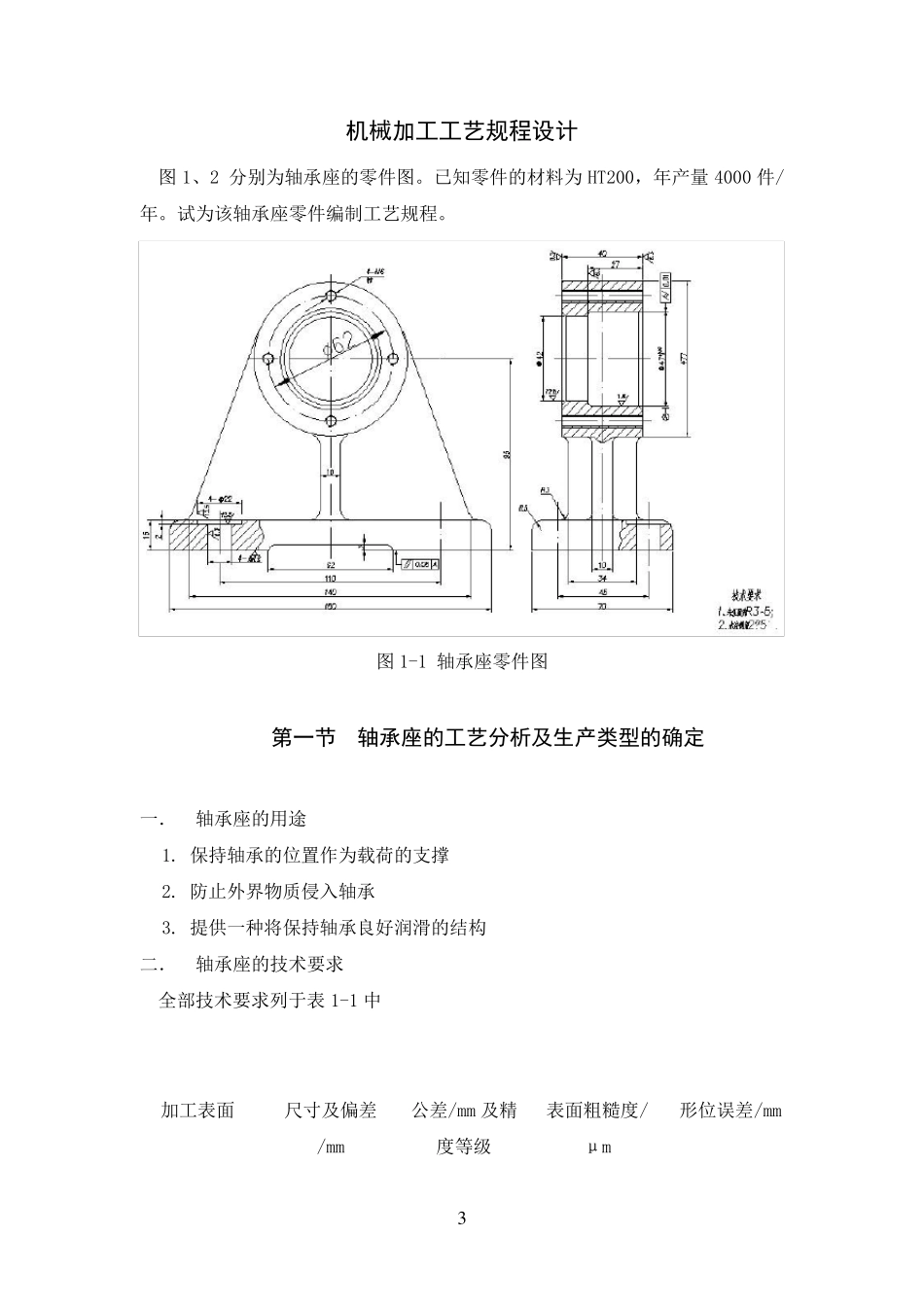
机械加工工序卡片 1 套 7.课程设计说明书 1 份 3 机械加工工艺规程设计 图1、2 分别为轴承座的零件图
已知零件的材料为HT200,年产量4000 件/年
试为该轴承座零件编制工艺规程
图1-1 轴承座零件图 第一节 轴承座的工艺分析及生产类型的确定 一. 轴承座的用途 1
保持轴承的位置作为载荷的支撑 2
防止外界物质侵入轴承 3
提供一种将保持轴承良好润滑的结构 二. 轴承座的技术要求 全部技术要求列于表1-1 中 加工表面 尺寸及偏差/mm 公差/mm 及精度等级 表面粗糙度/μm 形位误差/mm 4 底面 95 IT8 6
3 孔47 ∅ 47+0
03 0 IT7 6
3 前后端面 40 IT8 6
3 孔22 22 IT8 6
3 孔12 12 IT8 6
3 表1-1 三. 审查轴承座的工艺性 分析零件图可知,轴承座前后端面要求切削加工和倒角加工,并在轴向方向上均大于相邻表面
∅ 12mm 孔和∅ 22mm 孔的端面均为平面可以防止加工过程中钻头钻偏,以保证孔的加工精度;∅ 47mm 孔和前后俩个端面由车床加工出来;底面和顶面用铣床加工;另外,该零件其余表面精度都较低,不需要加工,通过铸造就可以达到加工要求
由此可见,该零件的工艺性较好
四. 确定拨叉的生产类型 依设计题目知:Q=4000 件/年,结合生产实际,备品率 a%和废品率 b%分别为3%和0