广州本田汽车侧围模具的改进 发布:2008-9-24 17:18:55 来源:模具网 编辑:abihau 通过对 A 车型外侧围部件的开裂与变形现象研究后,广州本田成功提出了对侧围模具改修的改善建议,不仅解决了问题,同时也为日后顺利投入生产打好了基础
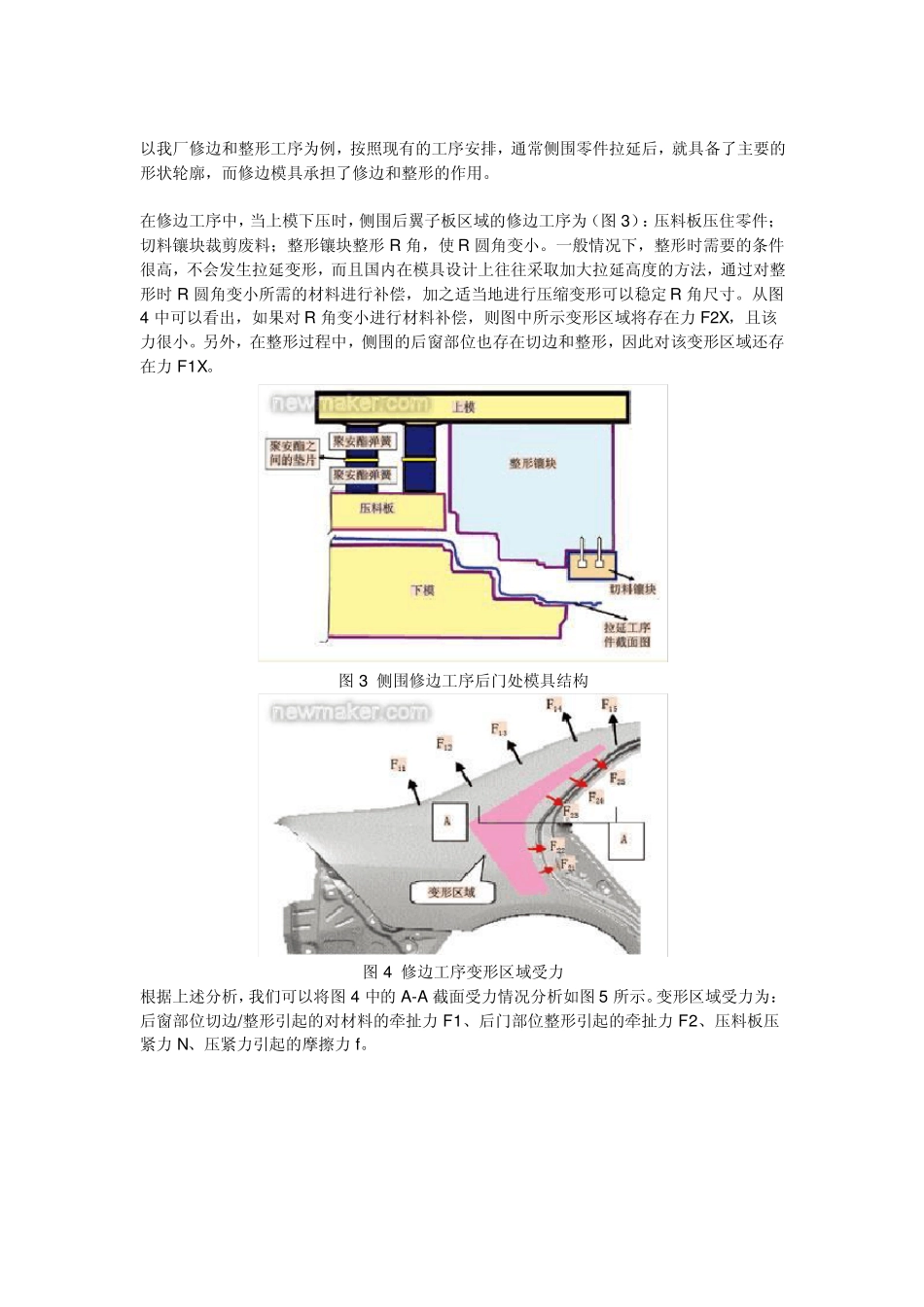
在 A 车型侧围后翼子板(图 1)新模具投入生产初期,我们发现不同钢卷落料的钢板冲压加工生产出来的侧围零件状态不同,部分零件在后门立壁处(图 2 中 A 部位)出现一定程度的变薄,经过对材料质量的确认,发现材料性能和规格处于合格范围
因此,需要对新模具进行调整使其能够适应材料性能和规格的波动变化
图 1 A 车型侧围后翼子板 起初,技术人员通过实施垫片、气垫压力和闭合高度等对策方案,在一定程度上缓解了不良现象的发生,但仍然无法使零件质量达到稳定的状态
经过认真地分析和总结,我们确定了模具改修方案:通过打磨后门拉延筋的内侧 R 角以减小进料阻力,增加材料流动量,从而改善零件厚度减薄状态
但这种做法会使压边圈局部镀铬层被破坏,须跟踪零件品质并适时再镀铬
另外,由于拉延筋被放松,拉延筋外的材料流进量增大,有可能导致拉延痕流到修边线以内,使整车后门框处的修边面(图 2 中 B 部位)的拉延痕范围扩大,而且部分拉延筋放松后拉延痕的校平力可能减小,拉延痕将会变深
此处修边面为外观等级 C 级面(图 2中 C 部位),因此必须在改修后对品质进行跟踪检测
图 2 不良部位示意图 对于图 2 中 A 处变薄和 C 处变形的改善,如果调整幅度过大往往引起其他关联的不良,在模具调整过程中需要找到改善的平衡点
修边工序模具对侧围零件变形和开裂的影响 以我厂修边和整形工序为例,按照现有的工序安排,通常侧围零件拉延后,就具备了主要的形状轮廓,而修边模具承担了修边和整形的作用
在修边工序中,当上模下压时,侧围后翼子板区域的修边工序为(图 3):压