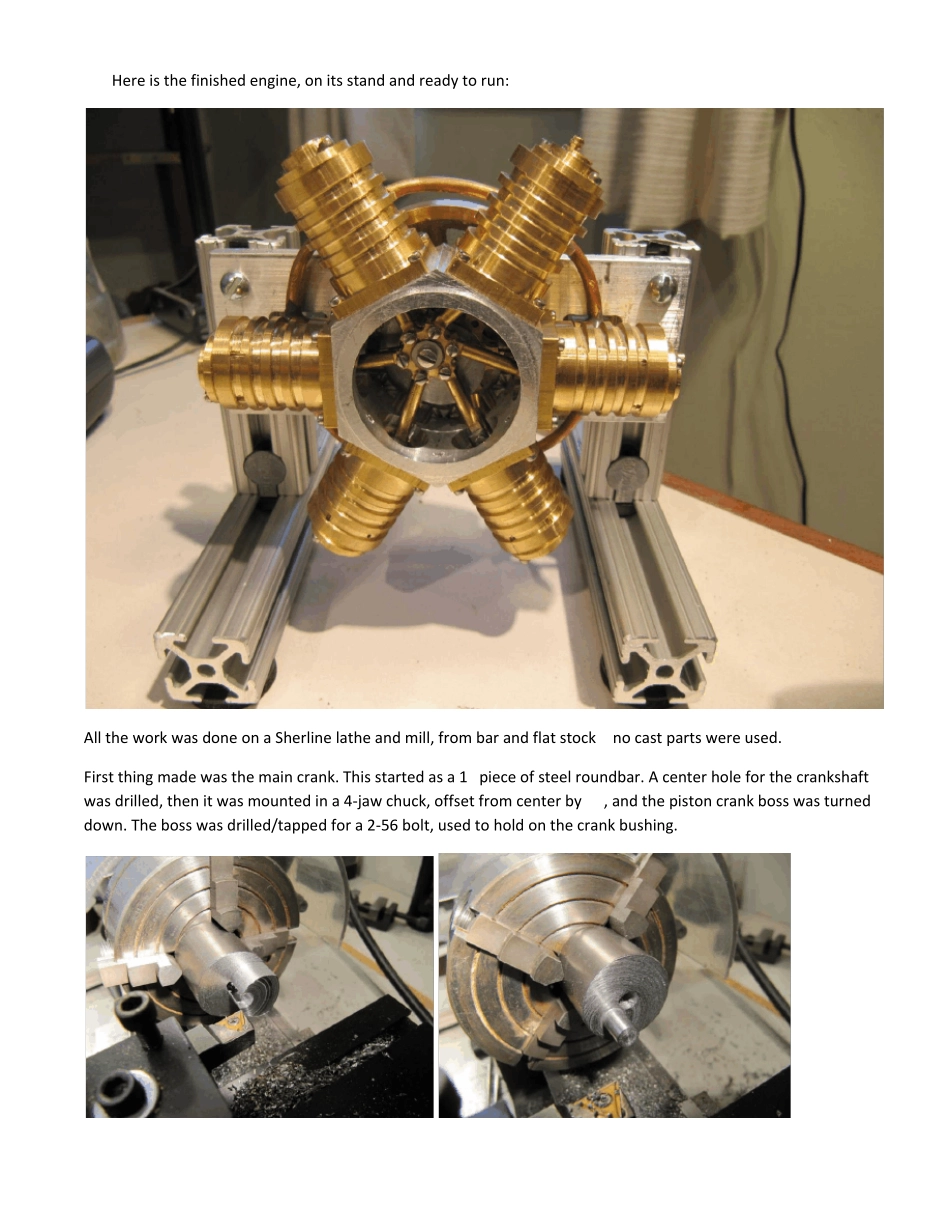
Here is the finished engine, on its stand and ready to run: All the work was done on a Sherline lathe and mill, from bar and flat stock – no cast parts were used
First thing made was the main crank
This started as a 1” piece of steel roundbar
A center hole for the crankshaft was drilled, then it was mounted in a 4-jaw chuck, offset from center by ¼”, and the piston crank boss was turned down
The boss was drilled/tapped for a 2-56 bolt, used to hold on the crank bushing
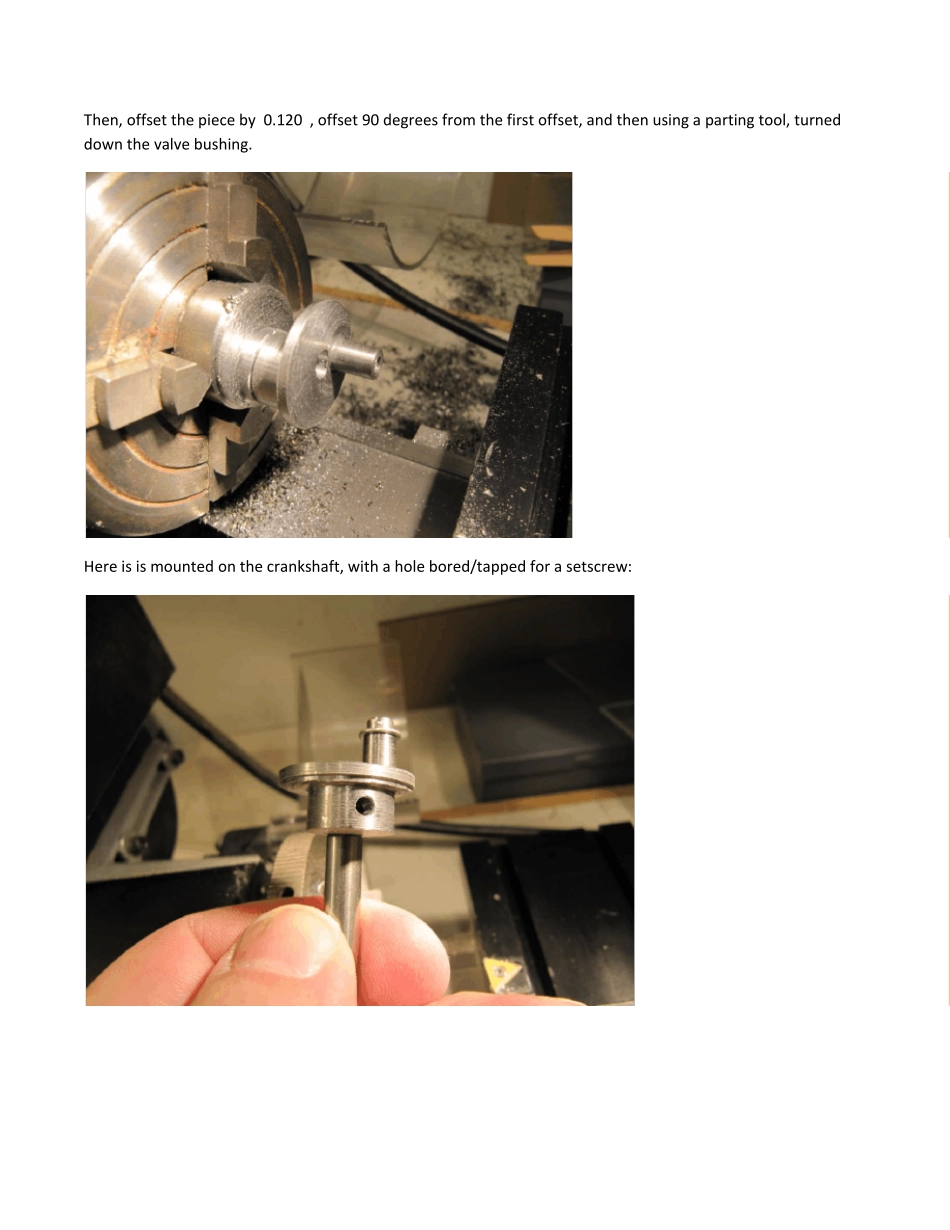
Then, offset the piece by 0
120”, offset 90 degrees from the first offset, and then using a parting tool, turned down the valve bushing
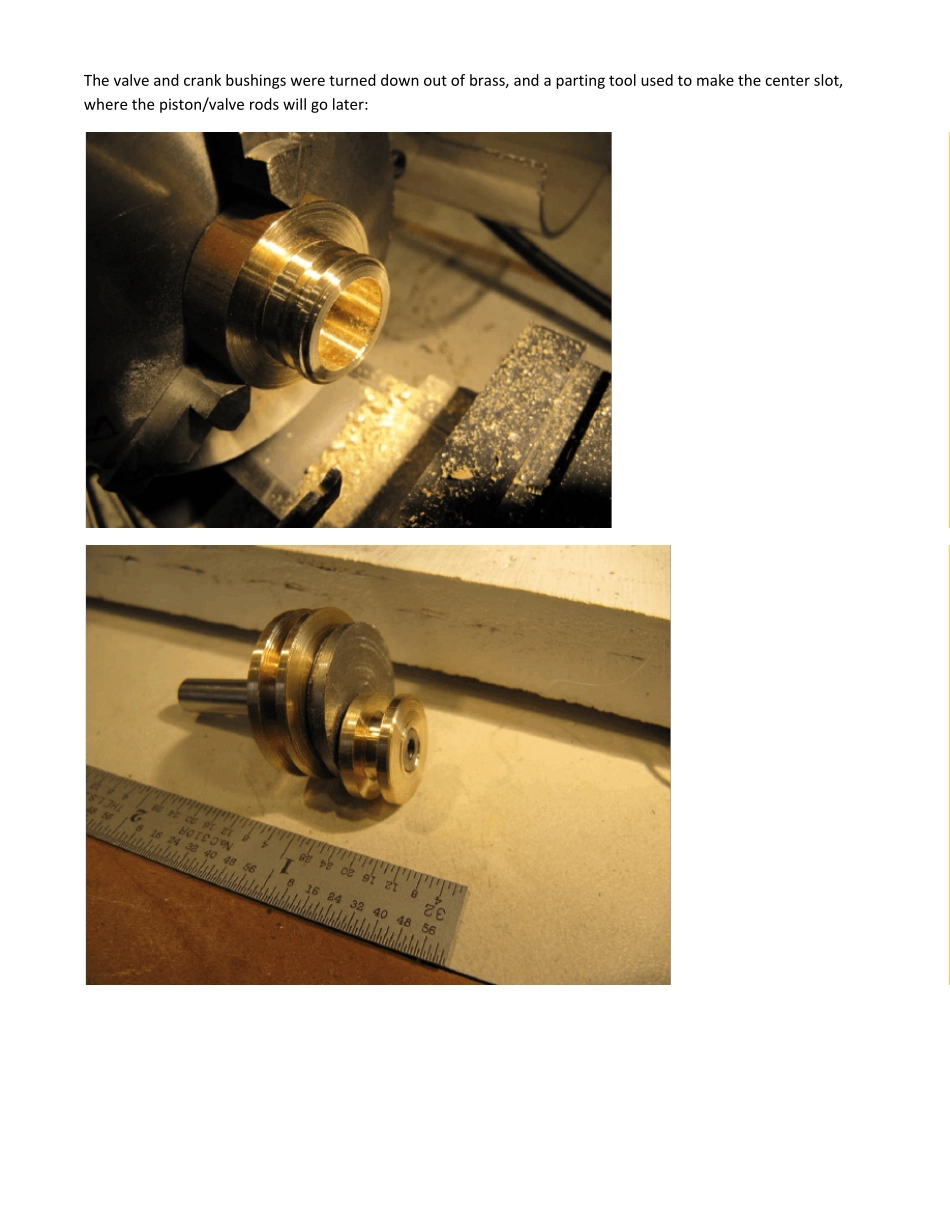
Here is is mounted on the crankshaft, with a hole bored/tapped for a setscrew: The valve and crank bushings w ere turned dow n out of brass, and a parting tool used to make the center