精品文档---下载后可任意编辑【实习目的】 A 型龙门刨床电气控制系统既包括交、直流电动机、电器的继电器接触器控制,又包括连续反馈控制及扰动补偿前馈控制,属于复合控制系统
它概括电气控制技术的主要内容,具有一定的典型性、综合性与复杂性
通过实习使学生获得全面系统的基本训练,提高综合分析能力和测试维修技能
【实习原理】龙门刨床用来加工各种平面、斜面、槽、更适合于加工大型而狭小成批的机械零件,如:机床床身、导轧、箱体、立柱等
其生产工艺主要是刨削,控制目标是控制工作台自动往复循环运动和调速
控制要求如下:1、调速范围宽B2024A 系统采纳电压调速,并加一级机械变速(齿轮变速)D=nmaxnmin=10 ~30低速档:6-60m/min ;高速档:9-90m/min ;在低速档和高速档,均能实现无级变速
2、静差度 在加工过程中,由于工件表面不平及材料不均匀度的影响,会导致切削力的变动,为保证工作台速度不致因切削力的变动而变化太大,以便保证加工精度
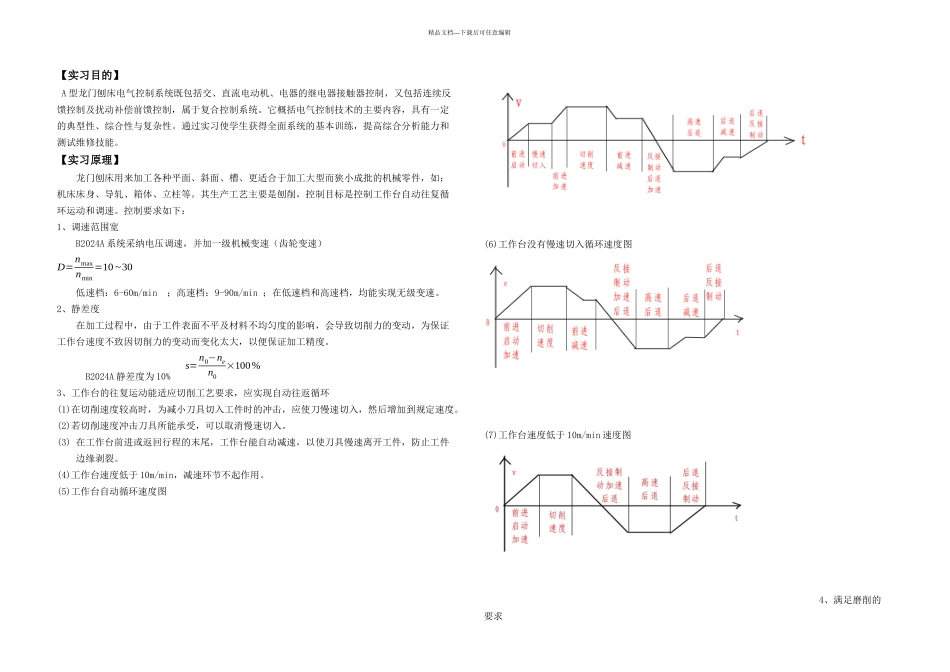
B2024A 静差度为 10% s=n0−nen0×100%3、工作台的往复运动能适应切削工艺要求,应实现自动往返循环(1)在切削速度较高时,为减小刀具切入工件时的冲击,应使刀慢速切入,然后增加到规定速度
(2)若切削速度冲击刀具所能承受,可以取消慢速切入
(3) 在工作台前进或返回行程的末尾,工作台能自动减速,以使刀具慢速离开工件,防止工件边缘剥裂
(4)工作台速度低于 10m/min,减速环节不起作用
(5)工作台自动循环速度图(6)工作台没有慢速切入循环速度图(7)工作台速度低于 10m/min 速度图4、满足磨削的要求精品文档---下载后可任意编辑磨削速度 1m/min5、调速方案满足负载性质的要求25m/min 以下为恒转矩;25m/min 以上为恒功率;B2024A 采纳机电联合调速
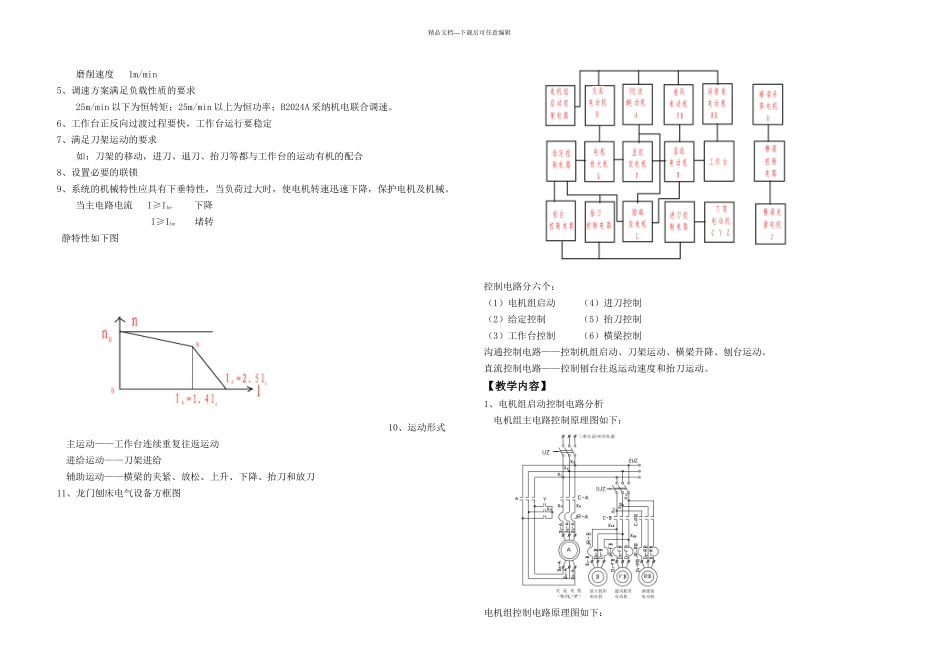
6、工作台正反向过渡过程要快,工作台