(此宏程序以 FANUC 为例
版本 OI-MD) (卧式加工中心,第四轴 B 轴为旋转中心) O888(主程序 WPC SHIFT Main-Prog ) G90 G65P777X_Y_Z_ B_ A_ C_ (G54-->>G5x) G90 M30 解释: G65P777X_Y_Z_ B_ A_ C_ 1
X_Y_Z_ 为需要偏移的量,如果 B 轴旋转后程序原点相同,则 X0
A 为原始坐标,此处固定为 54(即 G54) 3
B 为 B 轴旋转的角度
C 为 G54 旋转后的坐标所在位置
例如:G65P777X0
,G54 旋转 90 度后得到 G55
O777(子程序 WPC SHIFT Sub-Prog ) #11=(-654
) (Z CENTER OF B AXIS 旋转中心的 Z 坐标,从机床参数得到此坐标值) #12=(-123
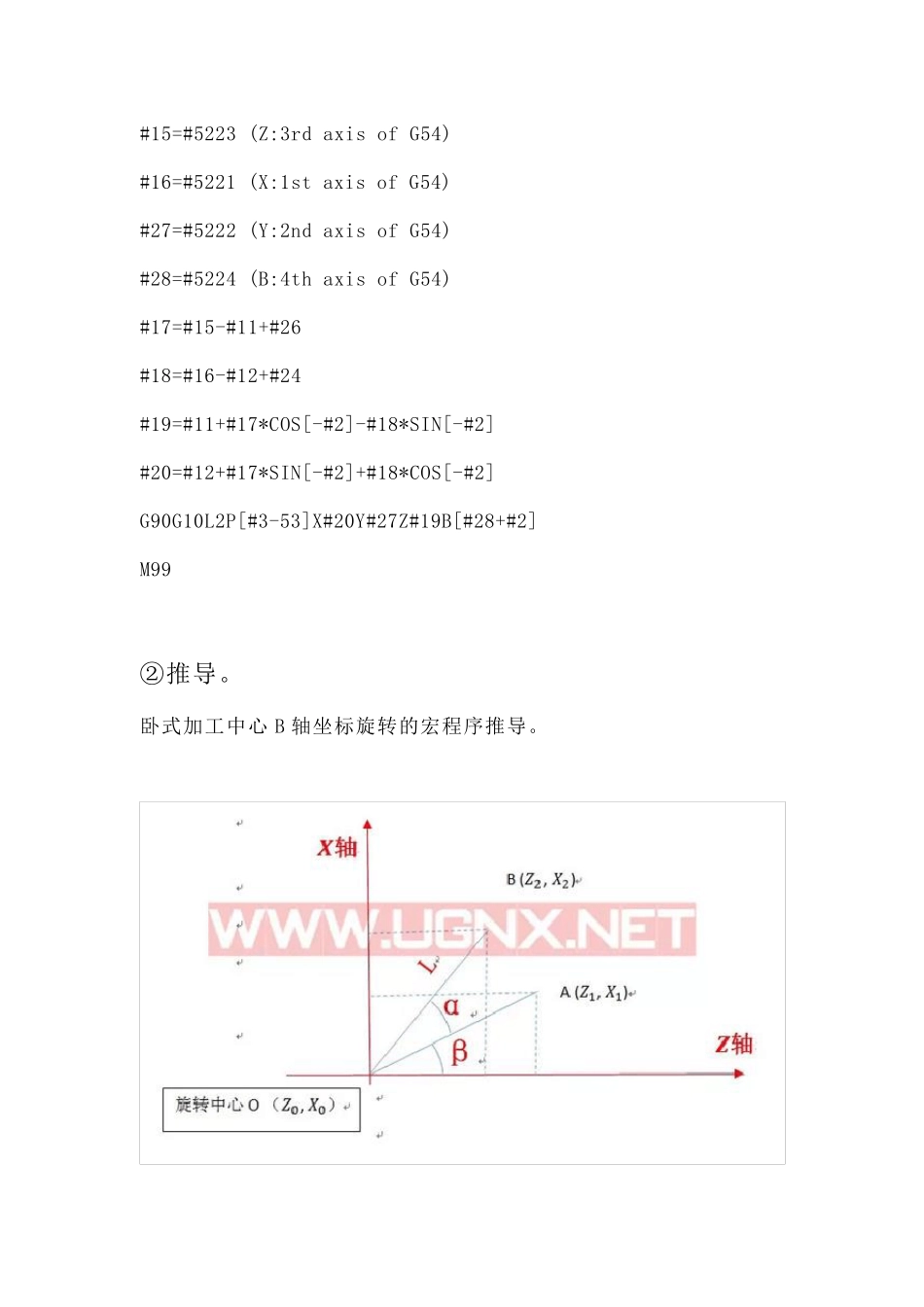
456) (X CENTER OF B AXIS 旋转中心的 X 坐标,从机床参数得到此坐标值) #15=#5223 (Z:3rd axis of G54) #16=#5221 (X:1st axis of G54) #27=#5222 (Y:2nd axis of G54) #28=#5224 (B:4th axis of G54) #17=#15-#11+#26 #18=#16-#12+#24 #19=#11+#17*COS[-#2]-#18*SIN[-#2] #20=#12+#17*SIN[-#2]+#18*COS[-#2] G90G10L2P[#3-53]X#20Y#27Z#19B[#28+#2] M99 ②推导
卧式加工中心 B 轴坐标旋转的宏程序推导
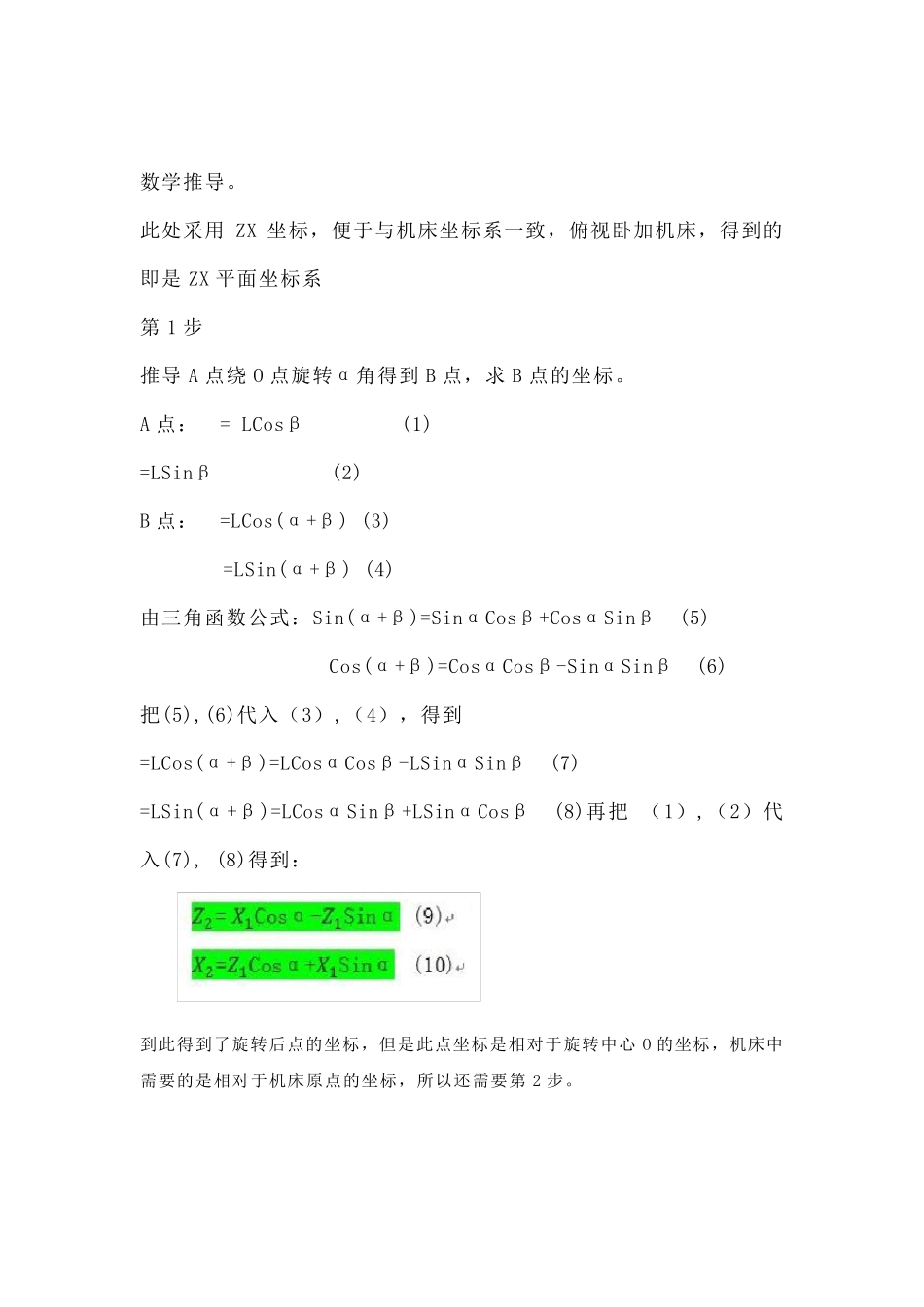
此处采用ZX 坐标,便于与机床坐标系一致,俯视卧加机床,得到的即