压 铸 模 技 术 条 件 - 1 - 1 目 的 : 规 范 公 司 模 具 设 计 、 制 造 的 技 术 、 质 量 标 准 , 在 顾 客 没 有 特 殊 要 求 的 情 况 下 , 作 为 公司 模 具 制 造 、 验 收 的 准 则
2 适 用 范 围 : 适 用 于 公 司 制 造 的 铝 、 镁 、 锌 压 铸 模 具 的 设 计 、 制 造 、 验 收 、 运 输 过 程
3 引 用 标 准 : GB/T8844-2003 压 铸 模 具 技 术 要 求 GB/T1804-2000 一 般 公 差 未 注 公 差 的 线 性 和 角 度 公 差 GB/T1184-1996 形 状 公 差 和 位 置 公 差 未 注 公 差 值 GB/T197-1981 普 通 螺 纹 公 差 与 配 合 4 技 术 要 求 4
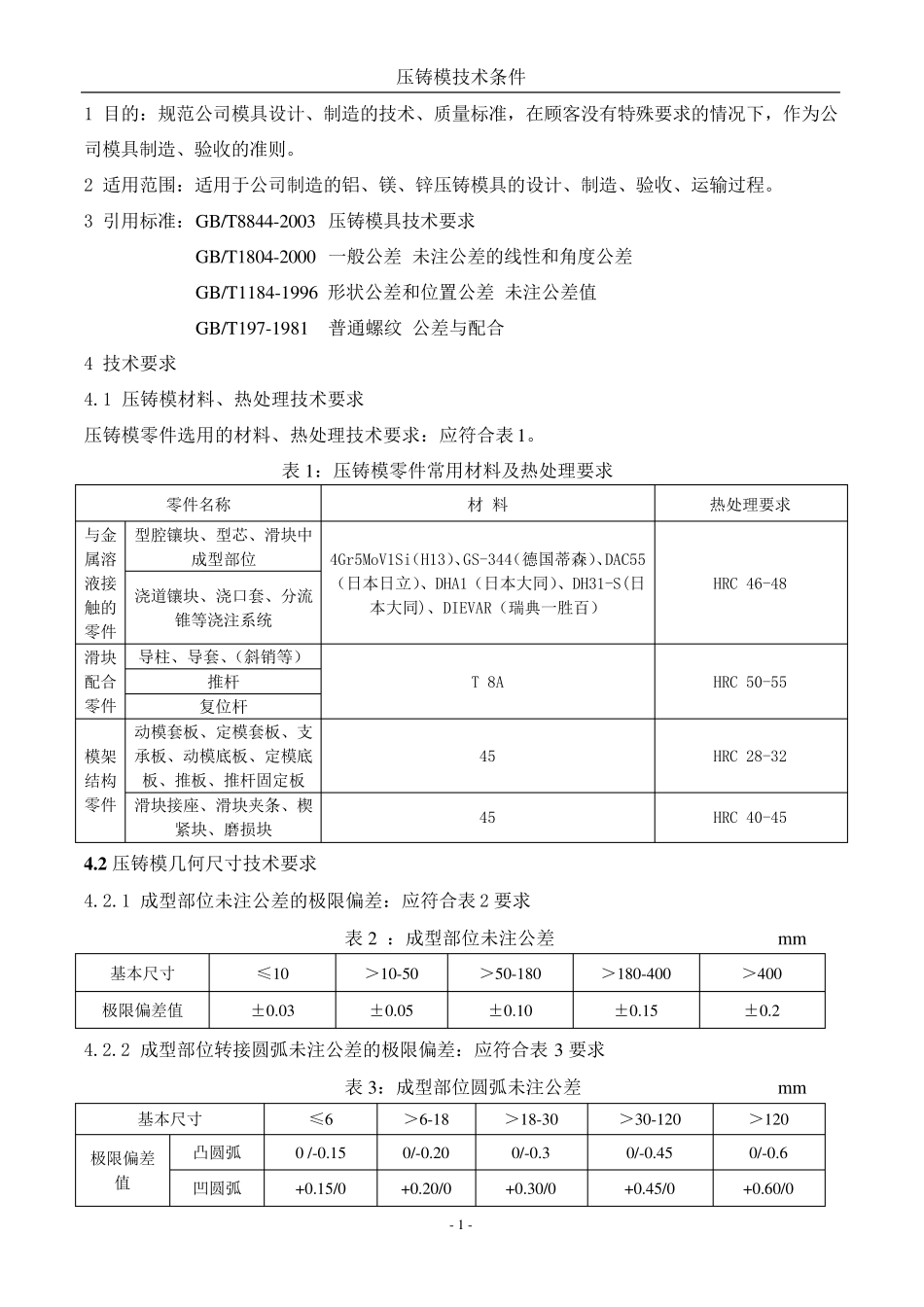
1 压 铸 模 材 料 、 热 处 理 技 术 要 求 压 铸 模 零 件 选 用 的 材 料 、 热 处 理 技 术 要 求 : 应 符 合 表 1
表 1: 压 铸 模 零 件 常 用 材 料 及 热 处 理 要 求 零 件 名 称 材 料 热 处 理 要 求 与 金属 溶液 接触 的零 件 型 腔 镶 块 、 型 芯 、 滑 块 中成 型 部 位 4Gr5MoV1Si( H13)、GS-344( 德 国 蒂 森 )、DAC55( 日 本 日 立 )、 DHA1( 日 本 大 同 )、 DH31-S(日本 大 同 )、 DIEVAR( 瑞 典 一 胜 百 ) HRC 46-48 浇 道 镶 块 、 浇 口 套 、 分 流锥 等浇 注 系统 滑 块配 合零 件 导柱、 导套 、( 斜销等) T 8A HRC 50-55 推杆 复位 杆 模 架结构零 件 动模 套 板、 定模 套 板、 支承板、 动模 底板、 定模 底板、 推板、 推杆固