热镀锌板的喷粉摘要:双重系统,也就是给热镀锌板喷粉的系统,这是一种极其有效的防腐蚀系统
但是细致的表面处理技术可以用来减轻涂层潜在的缺陷
根据电镀层的年限和特性来决定采取哪种表面处理技术
引言热镀锌板零部件都需要被喷粉
进行喷粉的原因是保护一些由于构造原因所致的特殊结构
对它们进行特殊保护或者延长现有构件的寿命
喷粉和表层镀锌的结合组成了双重系统(1)
喷粉和表层镀锌结合在一起比其它任何一种保护系统的防腐蚀性能都好(2)热镀锌板的喷粉需要细致的表面处理技术和对防腐蚀系统的很好的了解
给刚镀锌的钢板喷粉的误差范围极小
但是不管是旧的还是新的镀锌板都存在喷粉附着力问题
普遍原因是表面清洁和处理工作没做好(3)
表面通过清洁处理的喷粉并且镀锌的防腐蚀系统确保部件很长的寿命(4)
如果喷粉被妥善的保持在镀锌层表面,那么就不存在腐蚀的可能性
镀锌板如果暴露在空气中长达一年的时间,那么喷粉的附着力问题不大
镀锌已经腐蚀的产品在表层形成了一个厚实不溶解的表层,能够迅速吸收喷粉
镀锌板在镀锌后 24-48 小时内进行喷粉也可以解决附着力问题
电镀层热镀锌有两种操作方法
可以将部件放入锌液中进行滚筒式镀锌,表层的性能直接取决于钢板插入锌液里的速度
最常见的需要采取滚筒式镀锌的是薄片和金属丝
这种滚筒式目的是使镀锌层光滑,稀薄,表层全部覆盖到锌液,而且包含很少的锌铁合金
涂层可以形成一个钝化合金,易于喷粉
第二种热镀锌方式叫“沐浴式”镀锌,可以将部件单个或集体放入锌液中
这种涂层由不可扩散的锌和铁形成
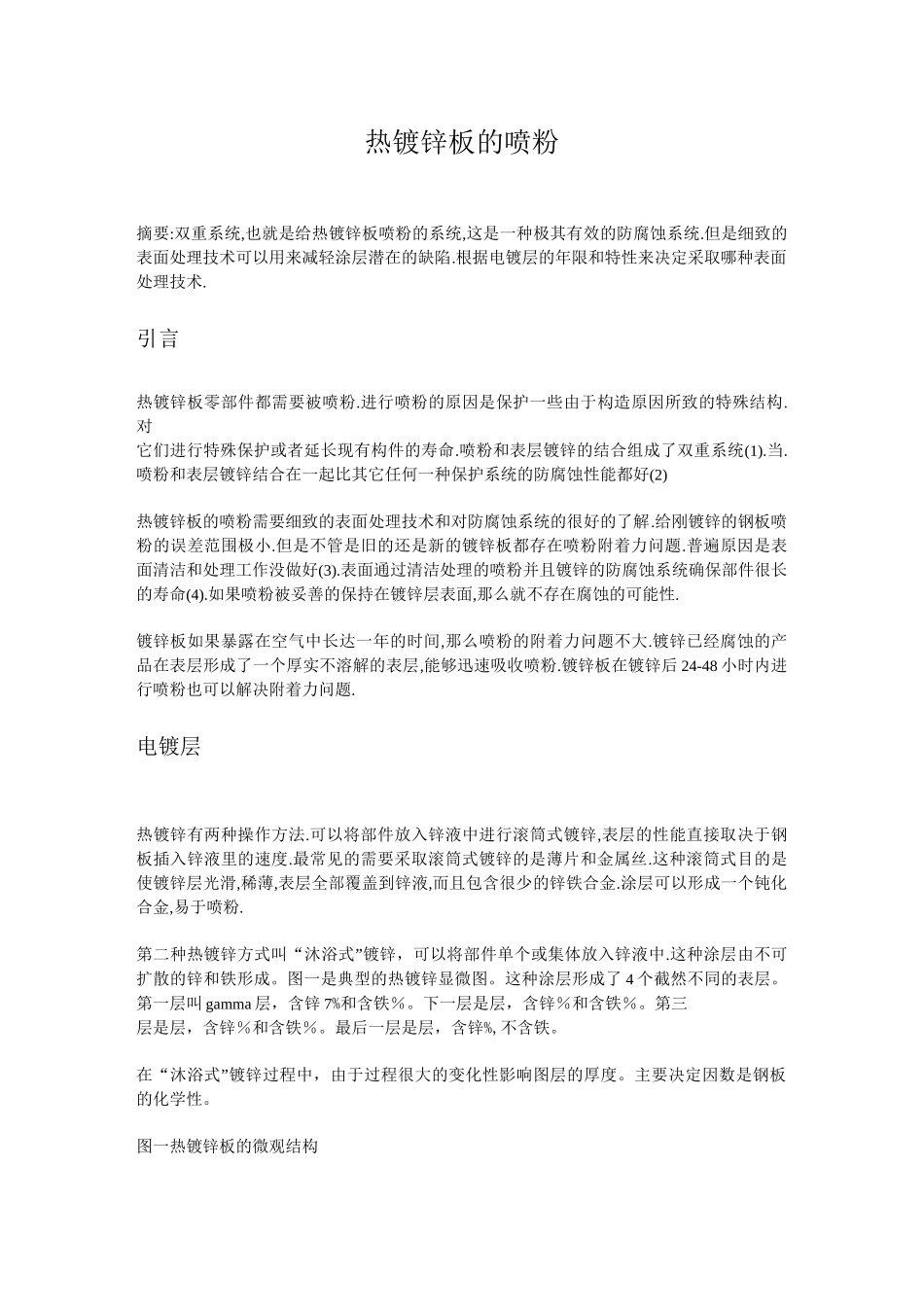
图一是典型的热镀锌显微图
这种涂层形成了 4 个截然不同的表层
第一层叫 gamma 层,含锌 7%和含铁%
下一层是层,含锌%和含铁%
第三层是层,含锌%和含铁%
最后一层是层,含锌%,不含铁
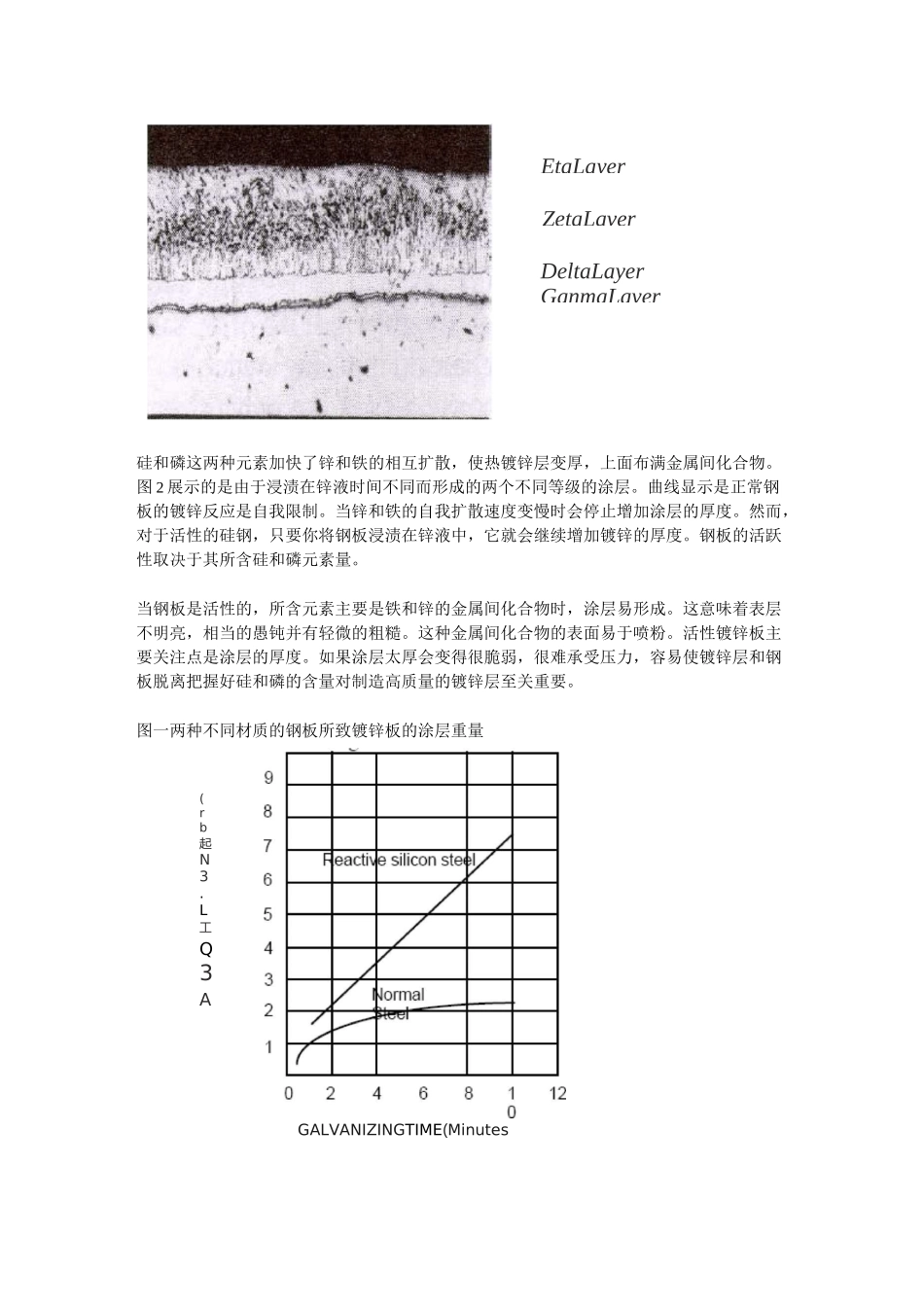
在“沐浴式”镀锌过程中,由于过程很大的变化性影响图层的厚度
主要决定因数是钢板的化学性