精品文档---下载后可任意编辑▲★★▲★注:流程中带有★标识的工序为质控点,品保部检验员应对其进行抽检,符合《ETT 组装过程检验指导书》的质量要求,填写《抽检记录表》;带有▲标识的工序为关键工序,品保部检验员应对其进行巡检,并填写《ETT 组装过程巡检记录表》
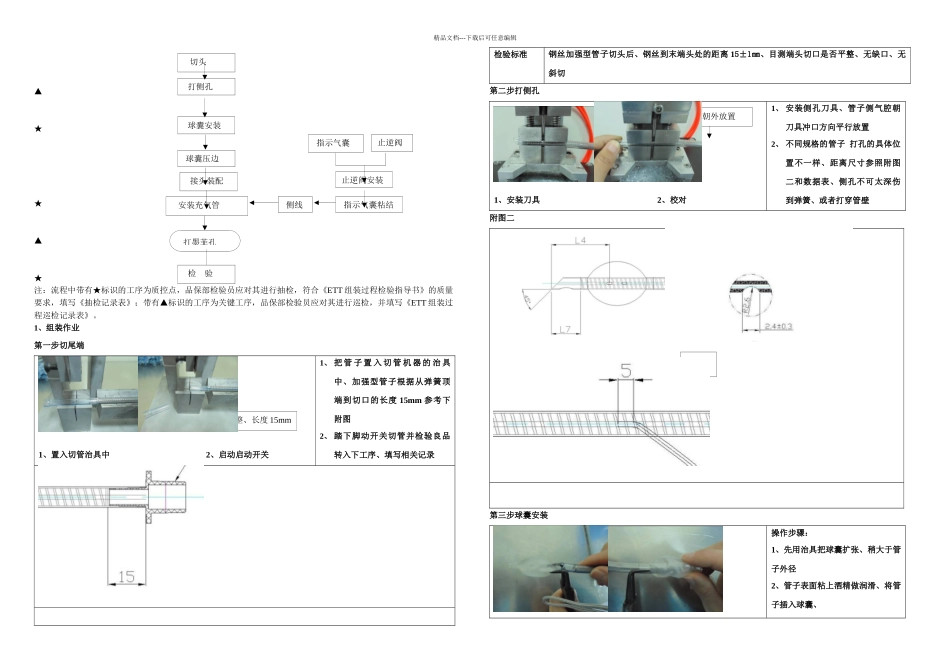
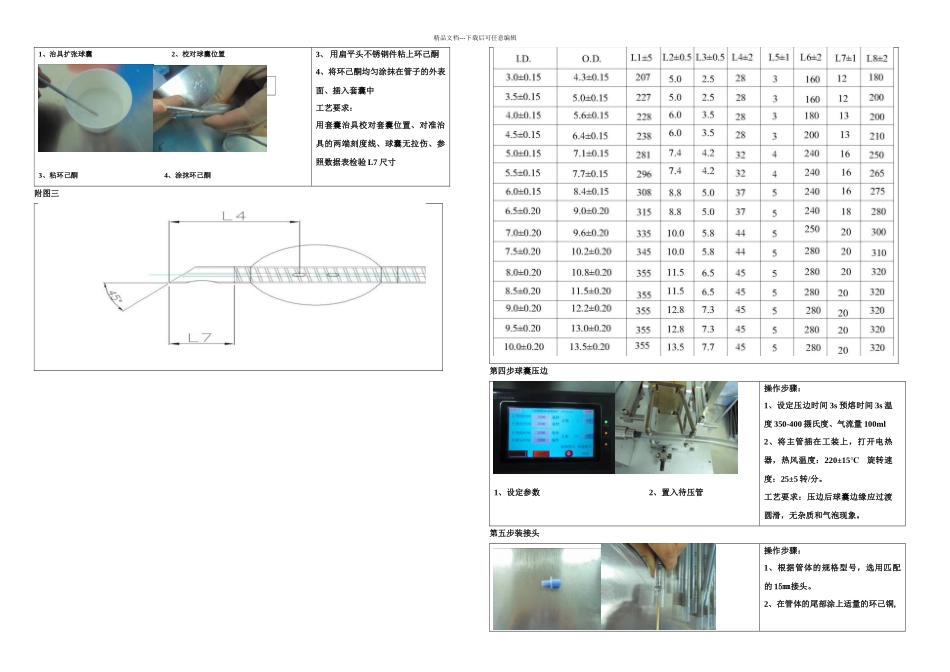
1、组装作业第一步切尾端1、置入切管治具中 2、启动启动开关1、 把 管 子 置 入 切 管 机 器 的 治 具中、加强型管子根据从弹簧顶端到切口的长度 15mm 参考下附图2、 踏下脚动开关切管并检验良品转入下工序、填写相关记录检验标准钢丝加强型管子切头后、钢丝到末端头处的距离 15±1㎜、目测端头切口是否平整、无缺口、无斜切第二步打侧孔1、安装刀具 2、校对1、 安装侧孔刀具、管子侧气腔朝刀具冲口方向平行放置2、 不同规格的管子 打孔的具体位置不一样、距离尺寸参照附图二和数据表、侧孔不可太深伤到弹簧、或者打穿管壁附图二第三步球囊安装操作步骤:1、先用治具把球囊扩张、稍大于管子外径2、管子表面粘上酒精做润滑、将管子插入球囊、 打侧孔 切头 球囊安装 球囊压边 接头装配 安装充气管 打墨菲孔 检 验 指示气囊粘结止逆阀安装止逆阀 指示气囊 侧线端口平整、长度 15mm侧气孔朝外放置注意不要损坏囊体L6精品文档---下载后可任意编辑1、治具扩张球囊 2、校对球囊位置3、粘环己酮 4、涂抹环己酮3、 用扁平头不锈钢件粘上环己酮4、将环己酮均匀涂抹在管子的外表面、插入套囊中工艺要求:用套囊治具校对套囊位置、对准治具的两端刻度线、球囊无拉伤、参照数据表检验 L7 尺寸附图三第四步球囊压边1、设定参数 2、置入待压管操作步骤:1、设定压边时间 3s 预熔时间 3s 温度 350-400 摄氏度、气流量 100ml2、将主管插在工装上,打开电热器,热风温度:220±15 ℃旋转速度:25±5 转/分
工艺要求:压边后球囊边缘应