H FCG 系列辊压机 产品安装、调试、使用和维护说明书 合肥水泥研究设计院肥西节能设备厂 1 前言 挤压粉磨工艺是国际八十年代中期新开发的新型节能粉磨技术
自 1990年江苏省江阴市水泥厂国内第一台辊压机投产以来,在我国生产实际中应用已有多年的历史
截止 1995年 11月的不完全统计,国内销售近二百台辊压机,已投产也有一百多台
正如所有的新技术那样,辊压机在推广应用初期无论从设备还是工艺,都存在逐步认识与完善的过程,而经过几年的使用,经验得到积累,技术日臻完善
随着辊面结构的改进和新技术新材料的应用,辊面磨损修复问题已逐步得到解决
伴随着不同工艺系统的研究开发,挤压粉磨工艺的各项技术经济指标大幅度提高
辊压机的操作方式也由于不同工艺流程,不同的物料情况,不同的设备配置方式而发生较大的变化,其突出特点之一就是在相同主电机功率条件下,辊压机液压系统的操作压力,料饼的厚度以及各种回料循环量等参数间的调节
由压力和物料循环量的不同形成低压大循环和高压小循环为特征的操作方式
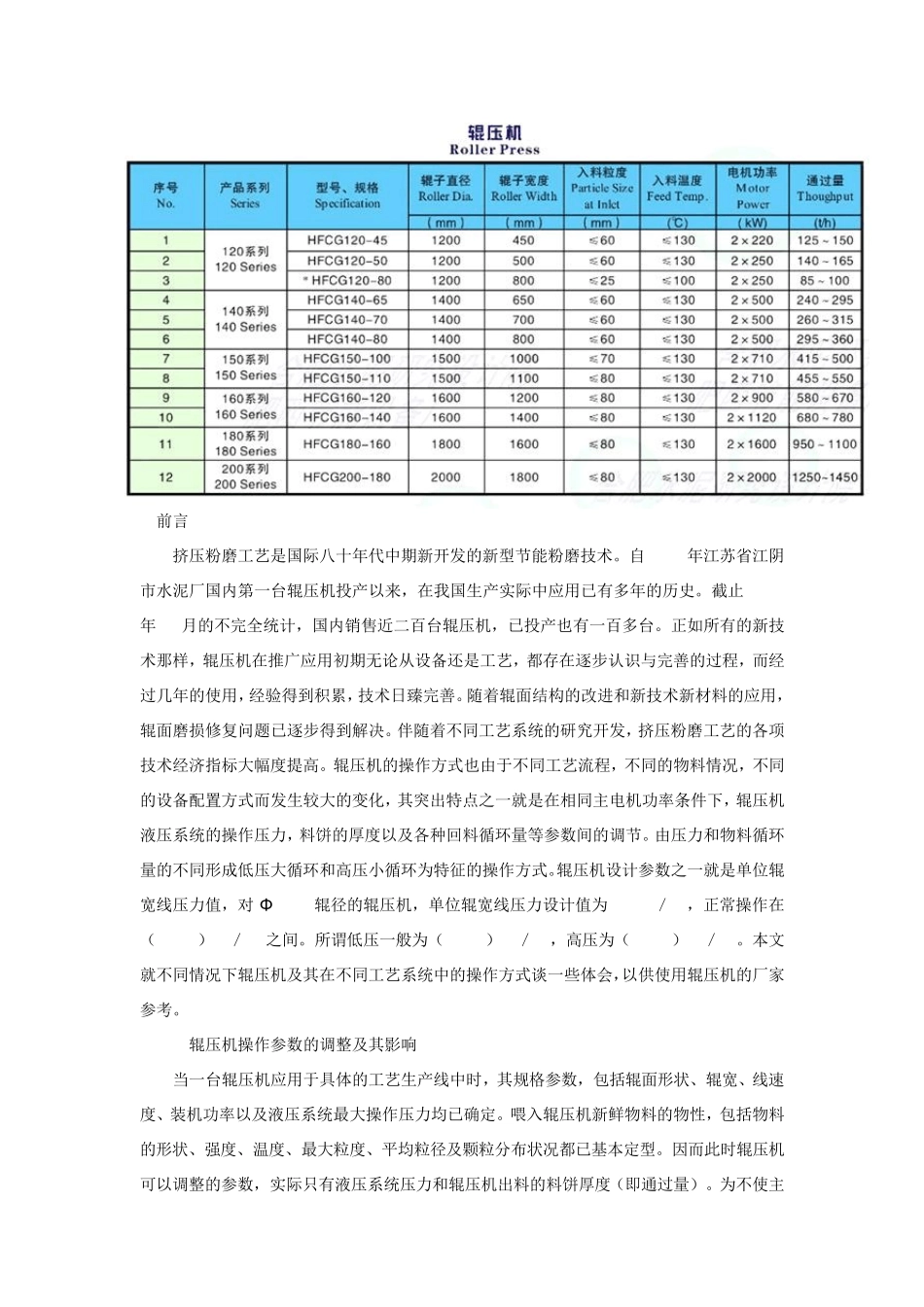
辊压机设计参数之一就是单位辊宽线压力值,对Φ 1000辊径的辊压机,单位辊宽线压力设计值为100kN/cm,正常操作在(40-80)kN/cm之间
所谓低压一般为(40-60)kN/cm,高压为(60-80)kN/cm
本文就不同情况下辊压机及其在不同工艺系统中的操作方式谈一些体会,以供使用辊压机的厂家参考
2 辊压机操作参数的调整及其影响 当一台辊压机应用于具体的工艺生产线中时,其规格参数,包括辊面形状、辊宽、线速度、装机功率以及液压系统最大操作压力均已确定
喂入辊压机新鲜物料的物性,包括物料的形状、强度、温度、最大粒度、平均粒径及颗粒分布状况都已基本定型
因而此时辊压机可以调整的参数,实际只有液压系统压力和辊压机出料的料饼厚度(即通过量)
为不使主电动机的运行电流超过其额定电流,还必须对这两个参数的调整