喷涂工艺流程待喷涂产品除锈1、对工件表面进行除锈,如用铲刀、钢丝刷、动力砂纸盘或手磨砂轮等除锈工具;2、根据锈蚀等级,公司选用C级及以上钢材;手工除锈等级要求达到St2及以上(锈蚀等级与除锈等级详见附件1)
挂件1、由专人负责,将悬挂吊钩挂在悬挂输送机上,输送链线速度为2
2、将工件按照规定的悬挂方式挂在吊钩上
脱脂处理1、用按5%配比的脱脂剂(PH=10~12),全喷淋进行预脱脂和脱脂,时间3分钟;2、配槽液:Ⅰ、按规定水溶液的要求配置槽液,每500~600件,加料25公斤,浓度PH值12~13;Ⅱ、槽液更换:按说明书更换槽液,擦洗槽液池,排除沉淀物,按要求添加脱脂剂及注水
每10000件槽液全部更换
水洗11、对工件进行表面清洗时间2分钟,室温,分为水洗1、水洗2两步;2、每2000件更换一次槽液,生产时应保1、由专人负责,将悬上,输送链线速度为表调1、将表调剂按质量比0
5%的比例配制缓缓加入槽中适度搅匀,使其充分溶解;2、槽液室温,喷淋时间1分钟;皮检不合格观察表面干净无1、由专人负责,将悬上,输送链线速度为2、将合格的工件按照钩上
加入槽中适度搅匀,使其充分溶解;2、 槽液室温,喷淋时间1分钟;3、 每500~600件,加料1公斤,控制PH值艺流程图粉末静电喷涂将悬挂吊钩挂在悬挂输送机度为2
皮膜水洗2吹干1、对工件进行清洗时间2
5分钟,室温,分将工件倾斜沥出水份,用气枪吹干
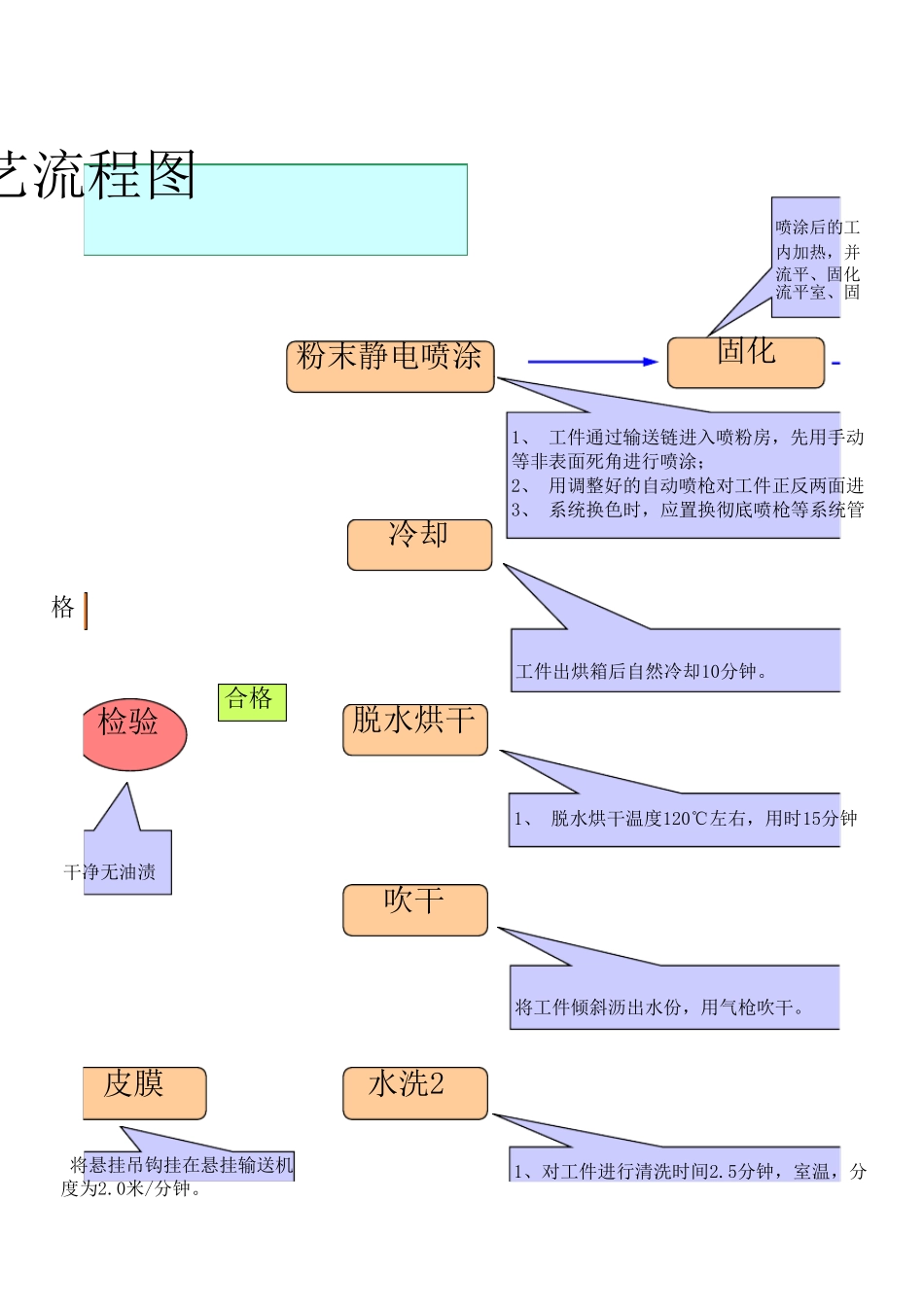
脱水烘干1、脱水烘干温度120℃左右,用时15分钟冷却1、工件通过输送链进入喷粉房,先用手动等非表面死角进行喷涂;2、用调整好的自动喷枪对工件正反两面进3、系统换色时,应置换彻底喷枪等系统管检验合格格干净无油渍工件出烘箱后自然冷却10分钟
固化喷涂后的工内加热,并流平、固化流平室、固将悬挂吊钩挂在悬挂输送机度为2
件按照规定的悬挂方式挂在吊1、对工件进行