精品文档---下载后可任意编辑修订日期修订类别版次抽换页总页数修订内容简要修订者增加 删除 异动 废止2008/8/20√A4新制订此份法律规范王国华2024/3/12√B4修改此份法律规范张庆锋1
目的:本指导书规定不同材料、不同厚度与相对应的上、下模具的关系,折弯范围与规格以及正确的作业法律规范和工作中的注意事项
适用范围:本工艺适用于金属类板材的折弯
相关权责:工艺部:负责制订/变更各制程工艺法律规范3
2 生产部:负责依据工艺法律规范执行相关操作3
3 品管部:负责监督工艺法律规范的执行状况4
名词定义:4
1 折弯:利用模具对板材施加一定的外力,使它弯成一定形状或角度的加工方法
作业流程:无6
作业说明:设备普通折弯机 WE67Y-100/4000 数控折弯机 PBB110—3100滑块公称压力:100 吨 滑块公称压力:110 吨可折弯最大长度:4000mm,两台拼可折 8000mm 可折弯最大长度:3100mm工作台宽度:180mm 工作台宽度:60mm 后挡料最大距离:500mm 后挡料最大距离:500mm行程次数:12 次/分钟行程次数:12 次/分钟操作前首先检查被折金属板材的厚度与之对应的上、下模是否一致,否则将上、下模具更换成当前需要的上、下模具,以确保被折工件的质量和设备的正常使用
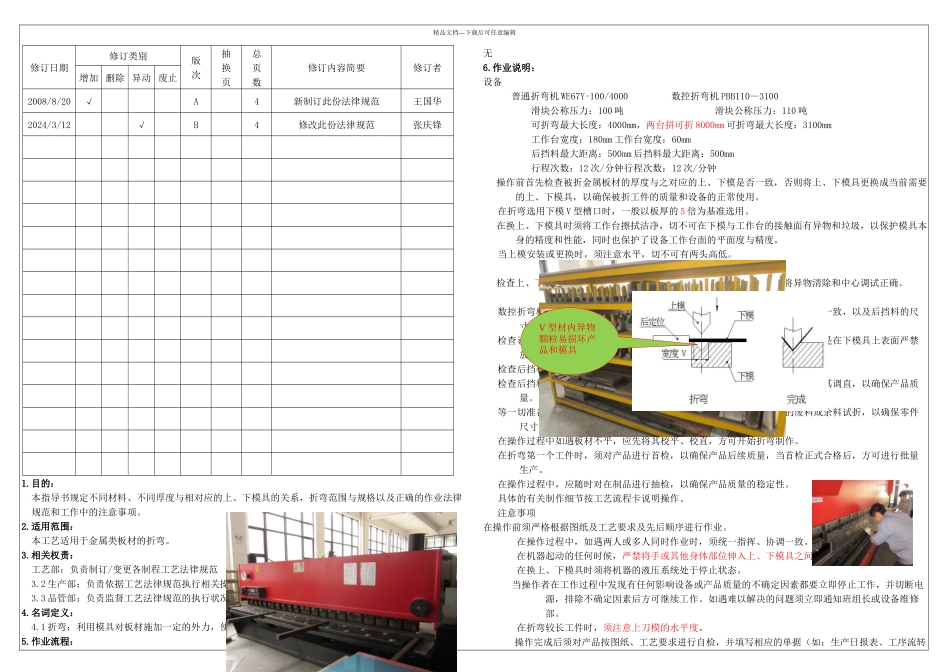
在折弯选用下模 V 型槽口时,一般以板厚的 5 倍为基准选用
在换上、下模具时须将工作台擦拭洁净,切不可在下模与工作台的接触面有异物和垃圾,以保护模具本身的精度和性能,同时也保护了设备工作台面的平面度与精度
当上模安装或更换时,须注意水平,切不可有两头高低
检查上、下模具之间有无其它异物,上、下模具中心是否一致,否则将异物清除和中心调试正确
数控折弯机须检查电脑控制屏上的上、下模具的对应编号是否与实际使用模具一致,以及后挡料的尺寸等一些数控参数是否正确