1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
钣金产品展开的基本算法 展开计算原理: 1
板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算 弯曲件展开长度的基准
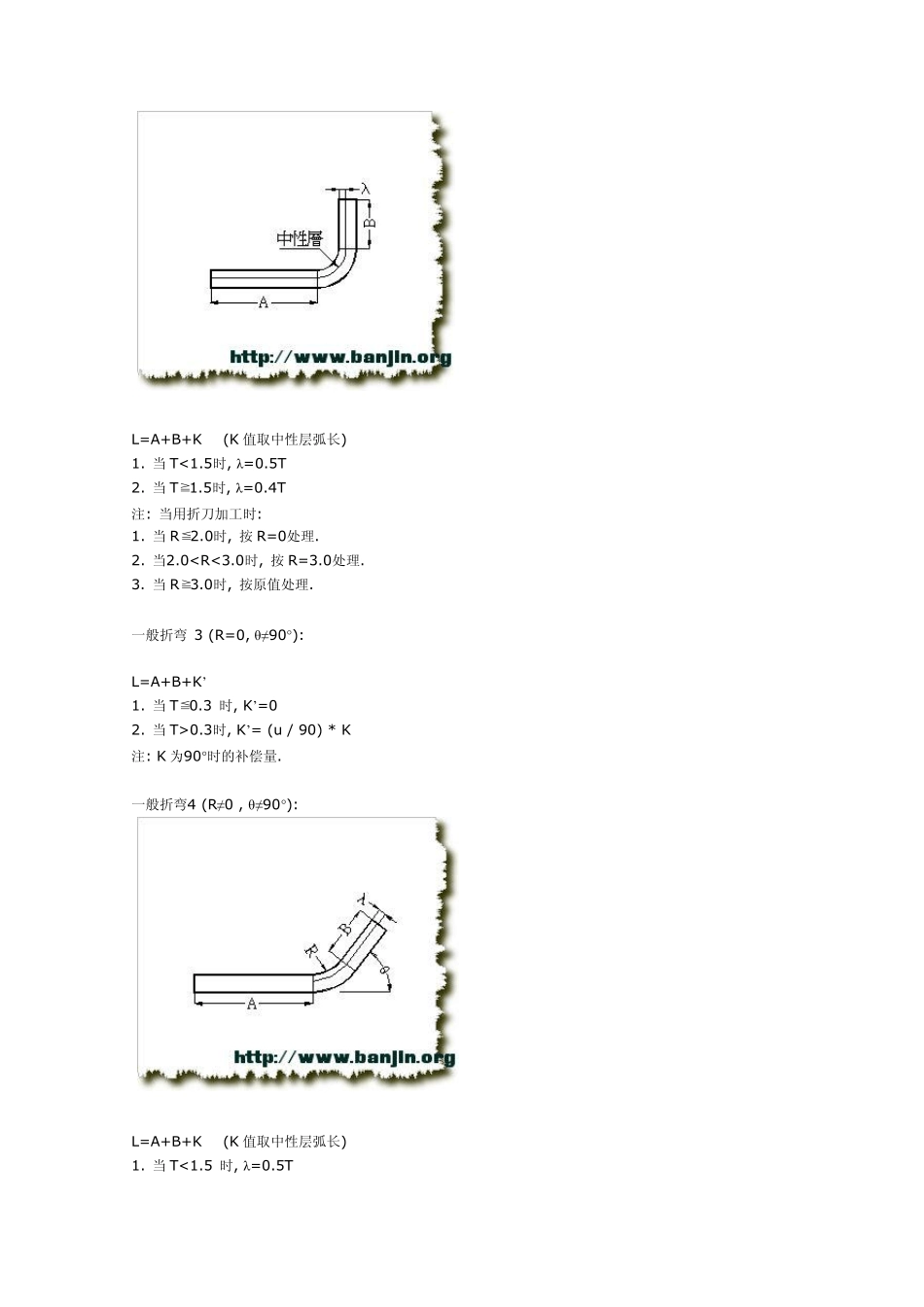
中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置 靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动
中性层到板料内侧的距离用λ 表示
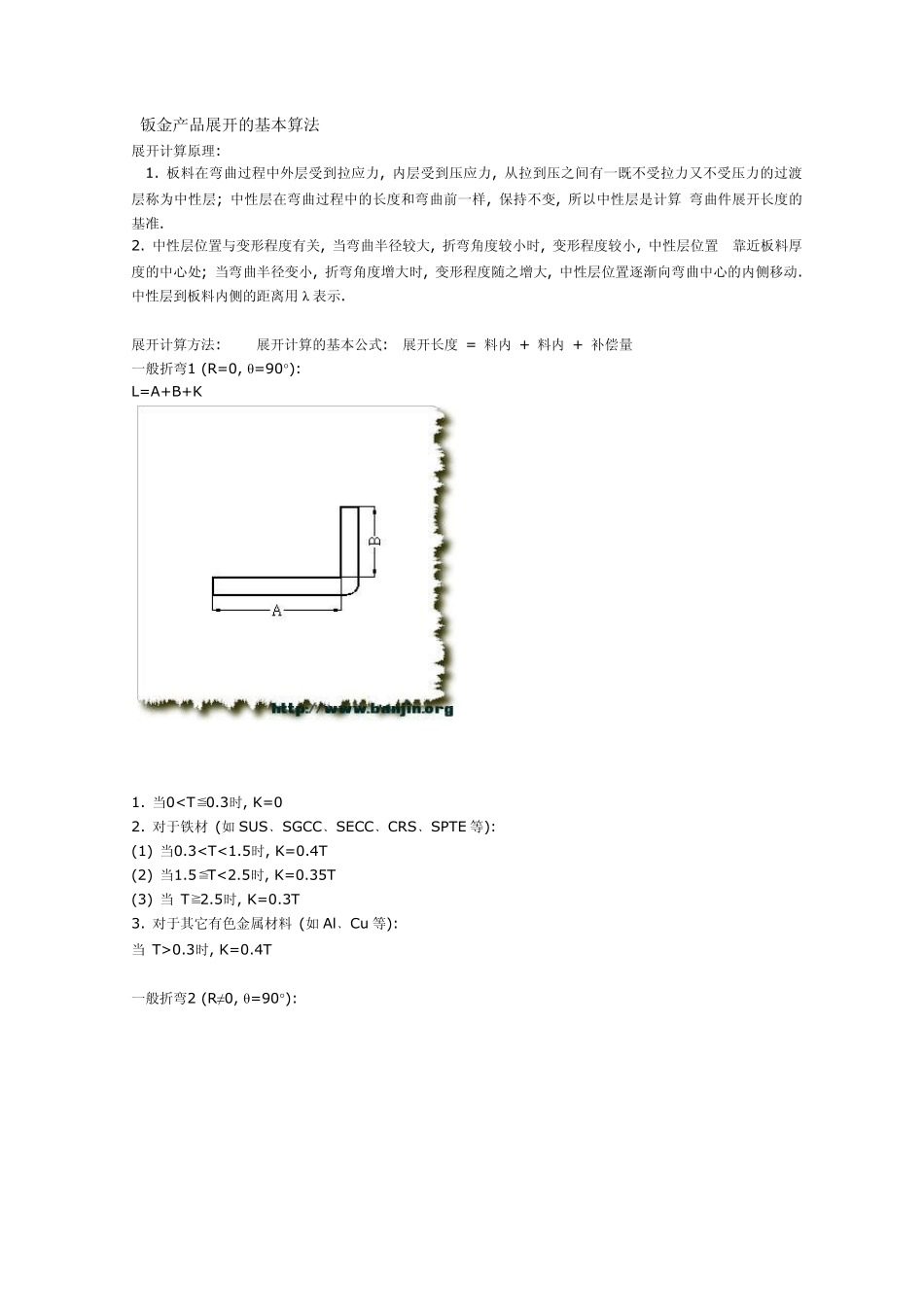
展开计算方法: 展开计算的基本公式: 展开长度 = 料内 + 料内 + 补偿量 一般折弯1 (R=0, θ=90°): L=A+B+K 1
出售各种文档和资料