精品文档---下载后可任意编辑名翔恿線股份有限公司不合格品管制程序書文件編號MS-P2-1301制訂日期:89 年11 月 1 日修訂日期: 年 月 日 版次:版頁 次第 1 頁共 5頁一、目的為確保於進料、製程中、成品、客戶退貨及機器儀器驗收等各程序中,如發生不合格品時,能即時處理,以確保產品品質之正常與不良之改善,並防範不合格品被使用
二、範圍凡本公司所有原物料、製程中、成品、庫存品、客戶退貨及機器儀器驗收等,在檢驗或測試之各階段所發生之不合格品均適用之
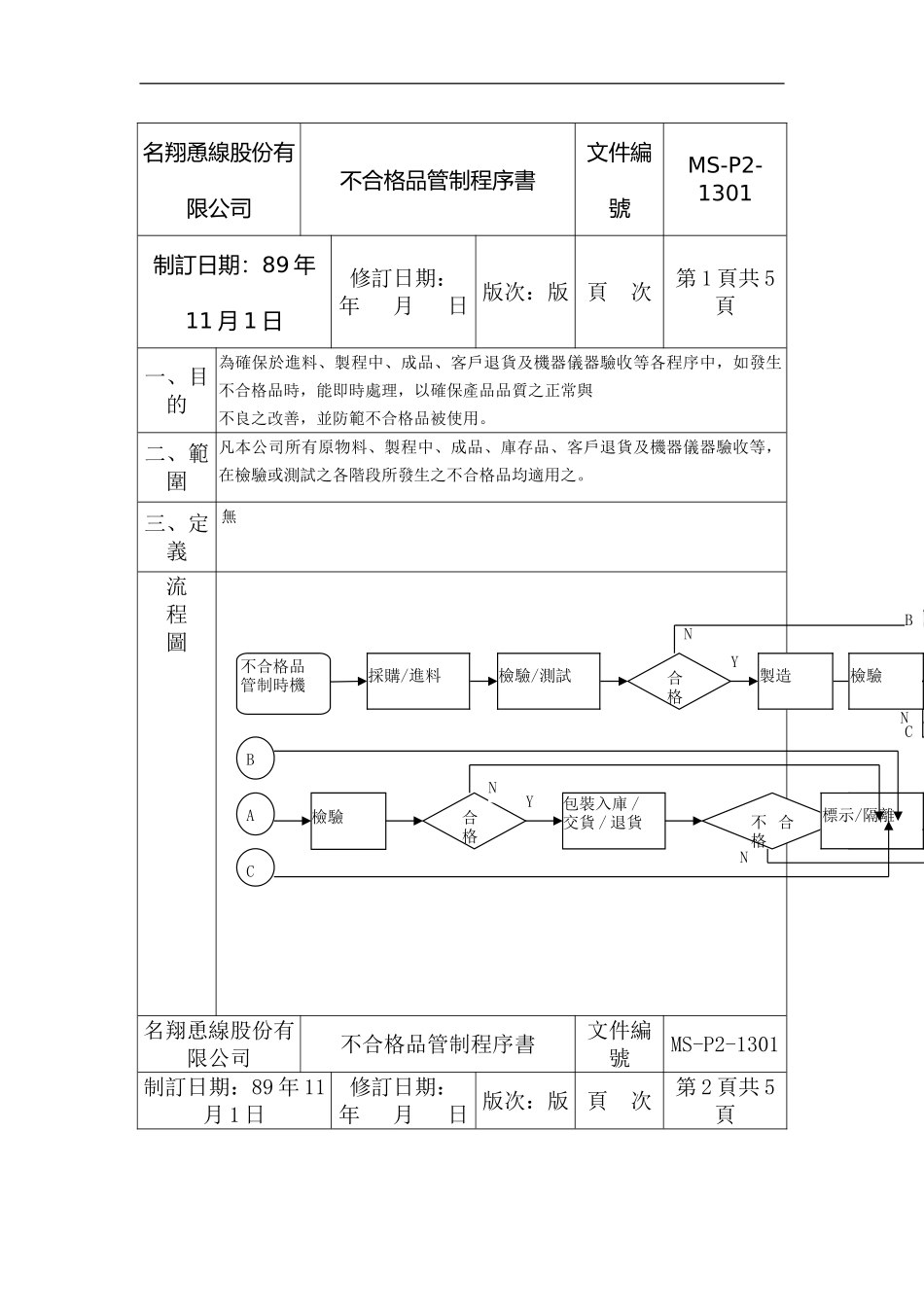
三、定義無流程圖名翔恿線股份有限公司不合格品管制程序書文件編號MS-P2-1301制訂日期:89 年 11月 1 日修訂日期: 年 月 日 版次:版頁 次第 2 頁共 5頁檢驗記錄存查YNAYAC合格YY不合格品管制時機包裝入庫 /交貨 / 退貨合格N寶塔 合格N不 合格C處理採購/進料製造檢驗檢驗/測試標示/隔離BBN精品文档---下载后可任意编辑四、權責單位五、作業流程六、作業內容Who,When,Where,How to do,What七、參考文件八、應用表單No 流程廠務部1 不 合格 品管制 時機不合格品管制時機當買進的原物料與在製品、成品、客退、機器、儀器驗收不合格時
廠務部營業部2 採 購/ 進料採購/進料相關單位主辦人分別依【採購管理程序書】(MS-M2-0601)之相關規定提出採購申請
採購管理程序書(MS-M2-0601)廠務部營業部3 檢 驗/ 測試檢驗/測試進料時,依【進料檢驗程序書】(MS-P2-1001)之相關規定,進行檢驗
如為購買機器或儀器,則分別依【設備管理程序書】(MS-P2-0903)之相關規定,進行測試
進料檢驗程序書(MS-P2-1001)設備管理程序書(MS-P2-0903)廠務部營業部4 合格 合格相關單位主辦人判定採購物件是否合格,若合格,進入流程5,開始製程,若不合格,