精品文档□□□□□□□□□□□□□□□□□□发行版本:V1
0发行日期:2011
16实施日期:2011
1归口管理部门:品质精品文档就在这里各类专业好文档,值得你下载,教育,管理,论文,制度,方案手册,应有尽有精品文档DDDDDDDDDDDDDDDDDD1、目的:为检验员加工过程的监督及成品检验的要求提供检验规则和检验方法,指导其正确检验从而稳定产品质量
2、适用范围:本标准适用于威猛公司及其外协加工的钣金冷冲压件
2 冲压件尺寸公差4
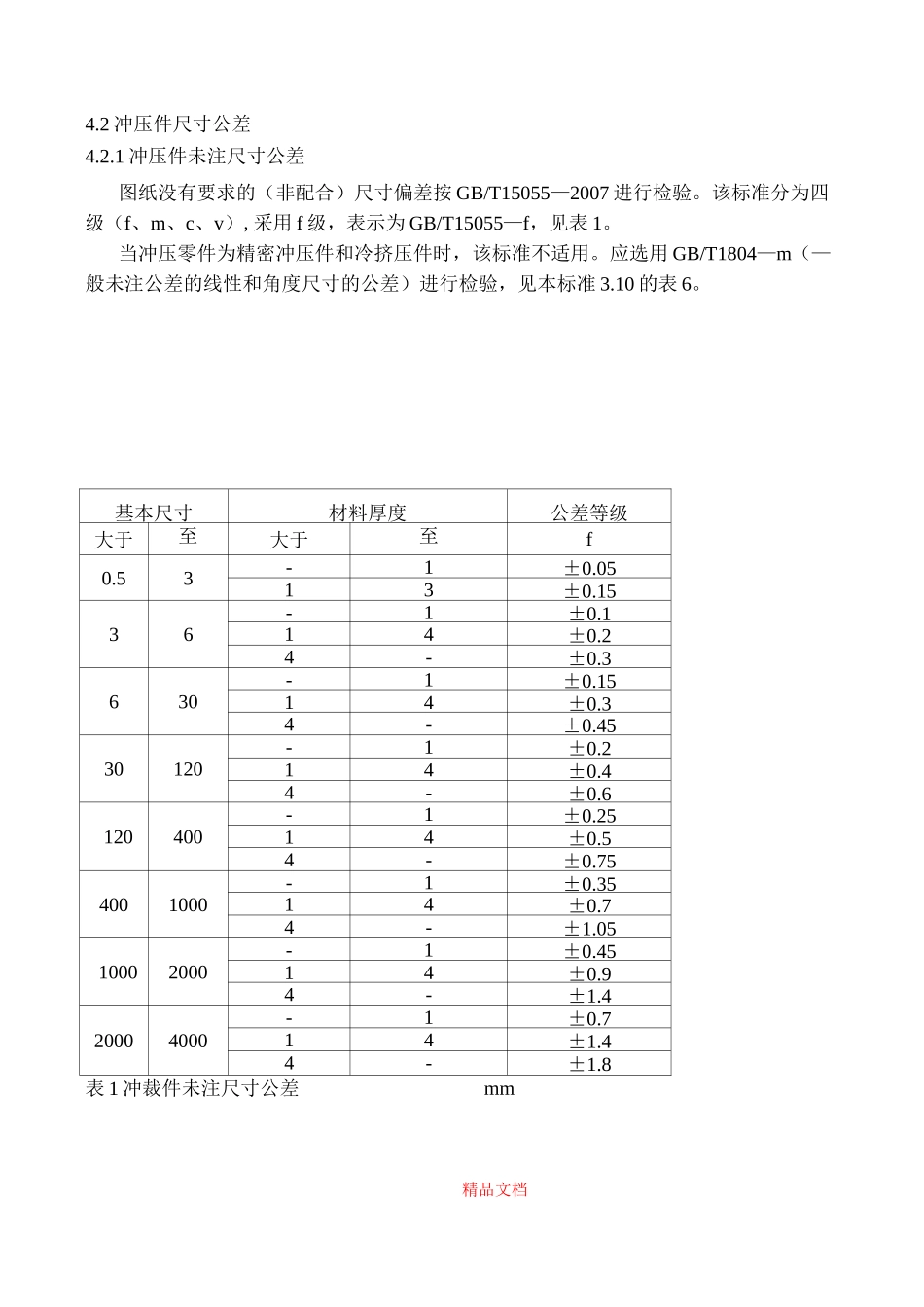
1 冲压件未注尺寸公差图纸没有要求的(非配合)尺寸偏差按 GB/T15055—2007 进行检验
该标准分为四级(f、m、c、v),采用 f 级,表示为 GB/T15055—f,见表 1
当冲压零件为精密冲压件和冷挤压件时,该标准不适用
应选用 GB/T1804—m(—般未注公差的线性和角度尺寸的公差)进行检验,见本标准 3
10 的表 6
基本尺寸材料厚度公差等级大于至大于至f0
53-1±0
0513±0
1536-1±0
3630-1±0
1514±0
4530120-1±0
6120400-1±0
2514±0
754001000-1±0
3514±0
0510002000-1±0
4514±0
420004000-1±0
8mm表 1 冲裁件未注尺寸公差m精品文档就在这里各类专业好文档,值得你下载,教育,管理,论文,制度,方案手册,应有尽有精品文档注:对于 0
5mm 以下的尺寸应标公差
2 冲压件未注公差成形尺寸的极限偏差图纸没有要求的(非配合)尺寸偏差按 GB/T15055—2007 进行检验
该标准分为四级(f、m、c、v),采用 f 级,表示为 GB/T1