球墨铸铁件的理化检验本标准由以下部分组成1、适用范围2、引用标准3、检验设备4、理化检验5、偏差处理球墨铸铁件的理化检验1 适用范围本标准适用于球铁件的理化检验;本标准规定了球铁件进货硬度和组织检验部位和检验方法;本标准规定了球铁件球化不良和表面球化衰退缺陷的判断方法
2 引用标准下列文件的条款通过本标准的引用而成为本标准的条款,凡是不注日期的引用文件,其最新版本适用于本标准
GB/T1348 球墨铸铁件3 检验设备布氏硬度计检验零件的硬度显微镜检验零件的组织和夹杂缺陷直读光谱仪用于浇注成白口试样的成分检验碳硫分析仪用于铸铁碳和硫的成分检验元素分析仪器用于合金元素的成分检验4 理化检验4
1 化学成分需要检验化学成分时,以化学方法为准;在力学性能和金相组织符合要求的前提下,化学成分可以不作为验收依据;进货检验没有特殊要求,可以不检验化学成分
2 硬度硬度是进货检验的主要项目,但由于浇注后,零件的不同部位冷却速度不同,硬度有一定的差异,检验时,应尽量避免这些因素的影响
检验结果按表 1 规定(有特殊规定按图纸要求)
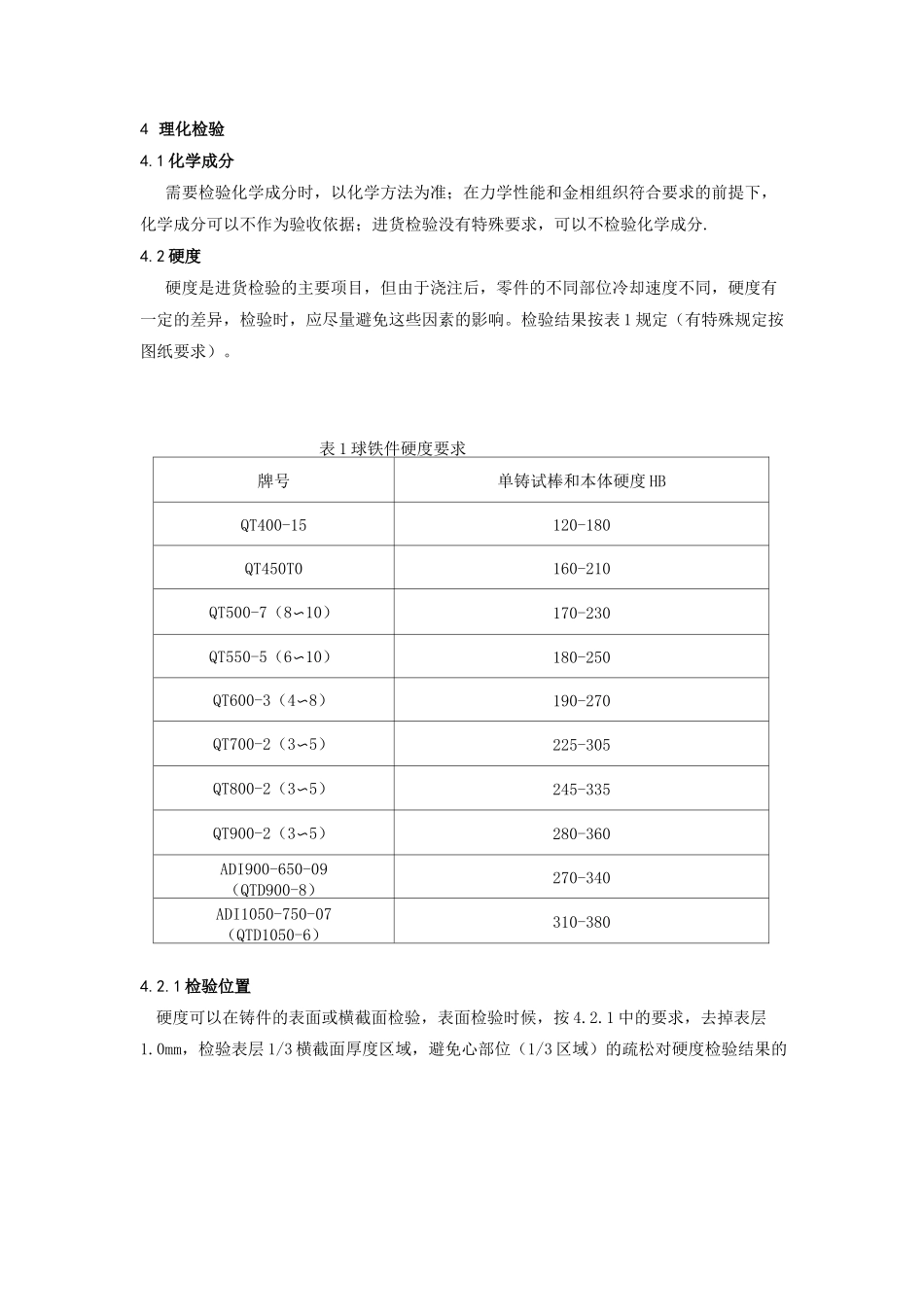
表 1 球铁件硬度要求牌号单铸试棒和本体硬度 HBQT400-15120-180QT450T0160-210QT500-7(8〜10)170-230QT550-5(6〜10)180-250QT600-3(4〜8)190-270QT700-2(3〜5)225-305QT800-2(3〜5)245-335QT900-2(3〜5)280-360ADI900-650-09(QTD900-8)270-340ADI1050-750-07(QTD1050-6)310-3804
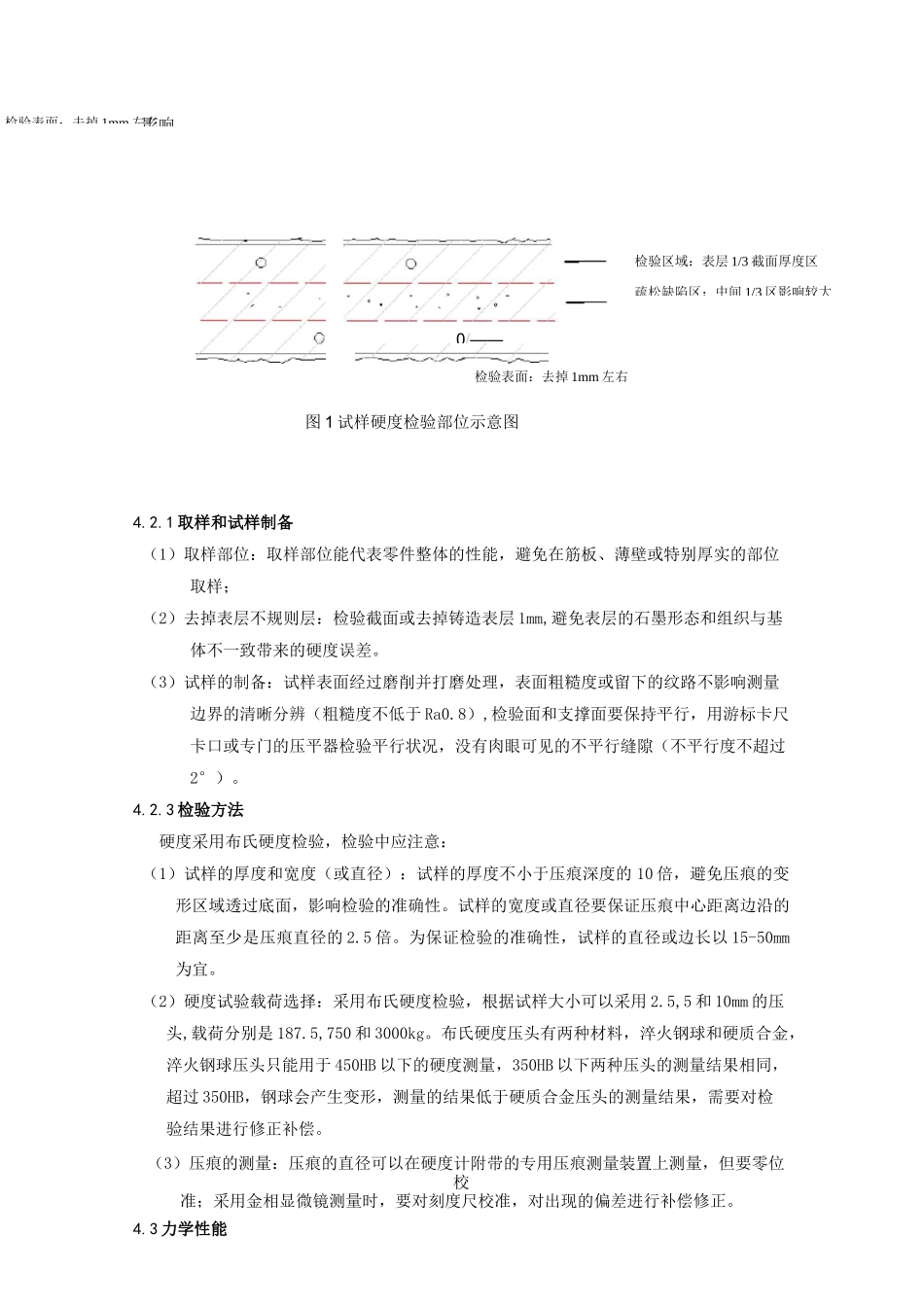
1 检验位置硬度可以在铸件的表面或横截面检验,表面检验时候,按 4
1 中的要求,去掉表层1
0mm,检验表层 1/3 横截面厚度区域,避免心部位(1/3 区域)的疏松对硬度检验结果的影响