钢管杆制造、安装调试等方面采取的技术和组织措施 一、钢管杆制造所采取的技术和组织措施 1、采取的技术措施 1
1 主杆钢板、零部件下料 1
1 下料工艺 首先按技术部下发的下料表向物资部办理领料手续,对所领钢板认真核对钢号材质、炉号、批号、钢板厚度和尺寸规格,做到既不浪费又能满足要求,将钢板吊在平台上
如有需要还必须进行二次切割坡口
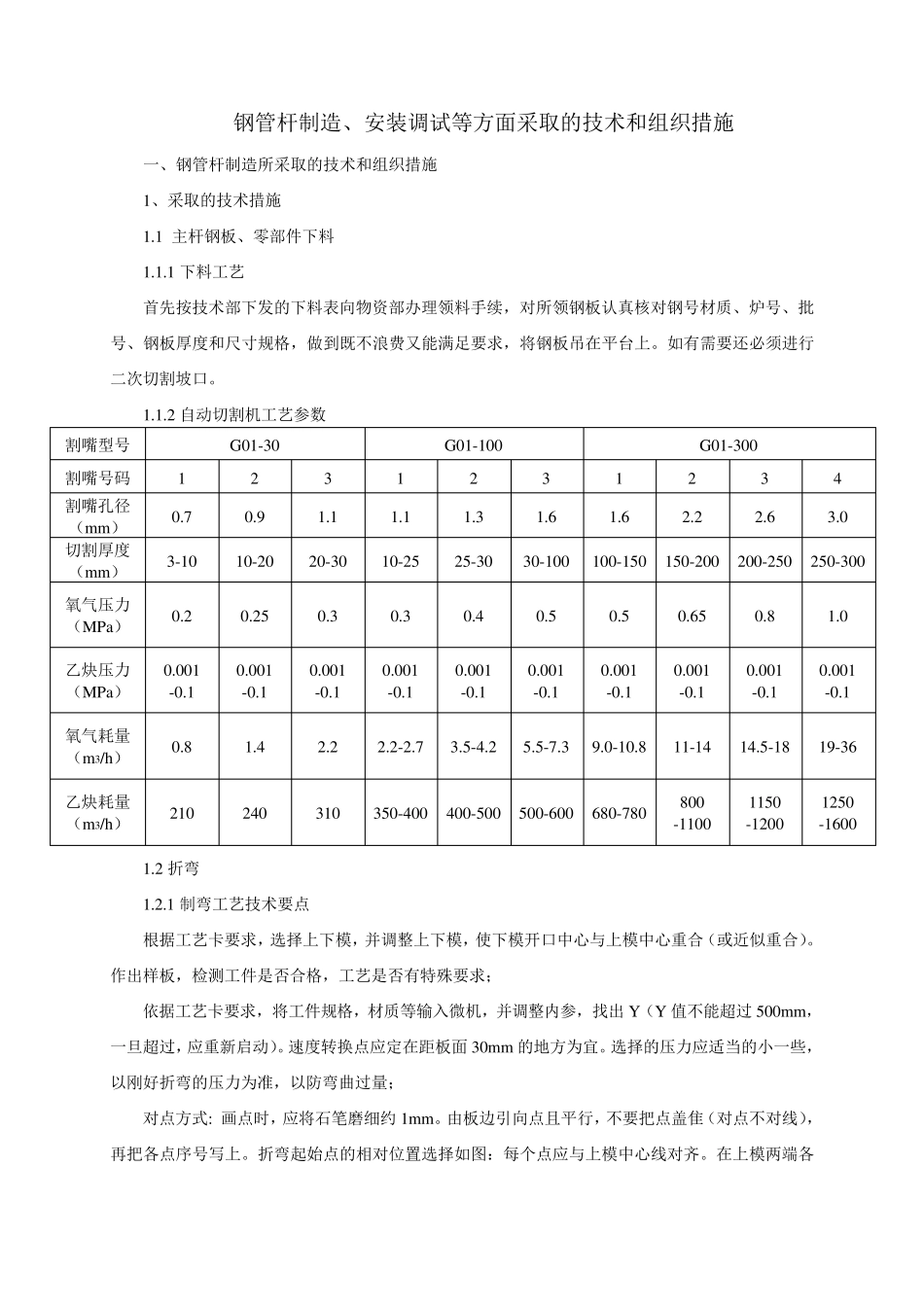
2 自动切割机工艺参数 割嘴型号 G01-30 G01-100 G01-300 割嘴号码 1 2 3 1 2 3 1 2 3 4 割嘴孔径(m m ) 0
0 切割厚度(m m ) 3-10 10-20 20-30 10-25 25-30 30-100 100-150 150-200 200-250 250-300 氧气压力(MPa) 0
0 乙炔压力(MPa) 0
001 -0
001 -0
001 -0
001 -0
001 -0
001 -0
001 -0
001 -0
001 -0
001 -0
1 氧气耗量(m 3/h) 0
8 11-14 14
5-18 19-36 乙炔耗量(m 3/h) 210 240 310 350-400 400-500 500-600 680-780 800 -1100 1150 -1200 1250 -1600 1
2 折弯 1
1 制弯工艺技术要点 根据工艺卡要求,选择上下模,并调整上下模,使下模开口中心与上模中心重合(或近似重合)
作出样板,检测工件是否合格,工艺是否有特殊要求; 依据工