辽宁工程技术大学 1 一、 拨叉的工艺分析及生产类型的确定 1、 拨叉的用途 CA6140 车床的拨叉位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用
零件上方的φ20mm 孔与操纵机构相连,二下方的φ50mm 半孔则是用于与所控制齿轮所在的轴接触
通过上方的力拨动下方的齿轮变速
两件零件铸为一体,加工时分开
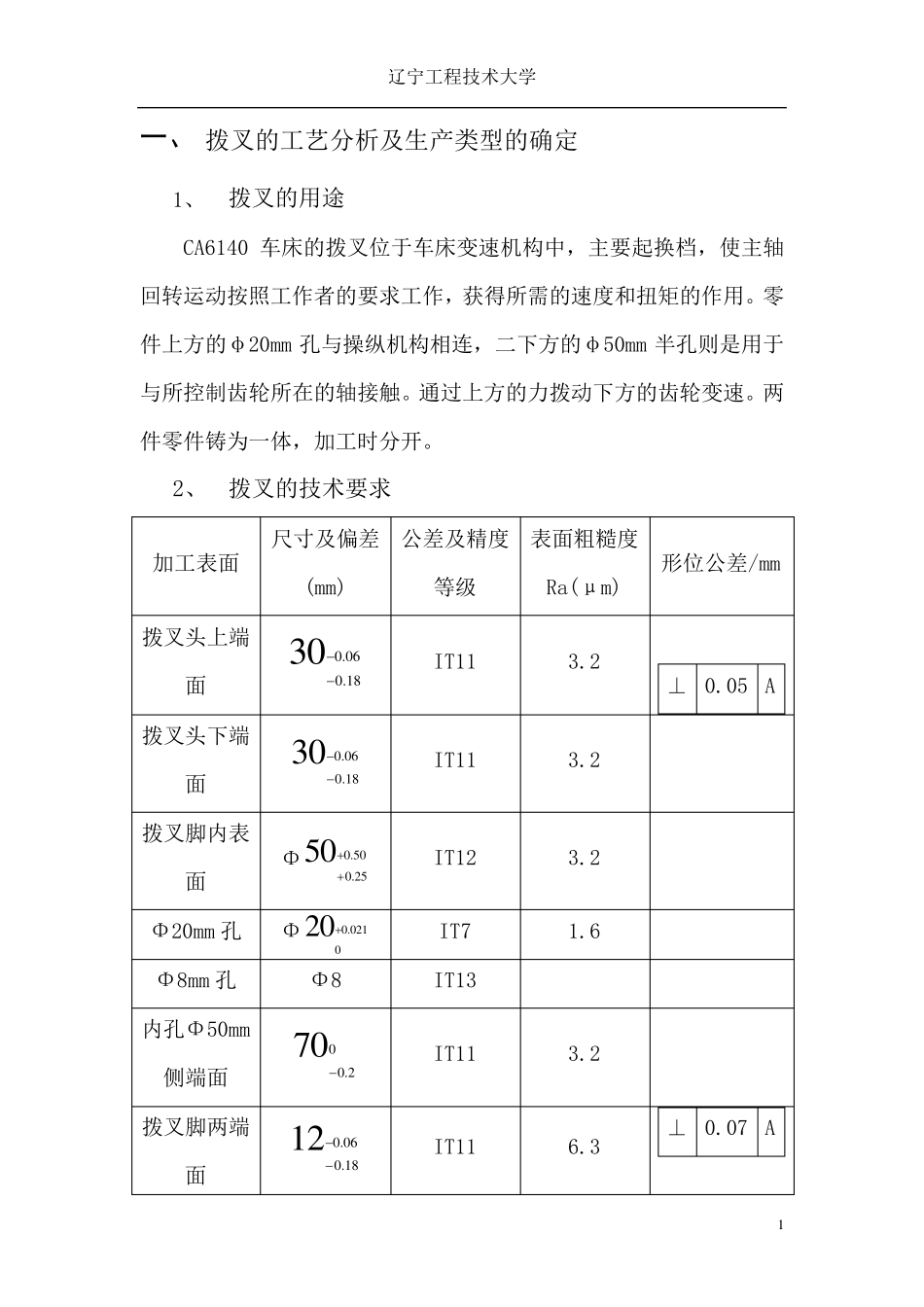
2、 拨叉的技术要求 加工表面 尺寸及偏差(mm) 公差及精度等级 表面粗糙度Ra(μm) 形位公差/mm 拨叉头上端面 3 00 6
0 IT11 3
05 A 拨叉头下端面 3 00 6
0 IT11 3
2 拨叉脚内表面 Φ5 05 0
0 IT12 3
2 Φ20mm 孔 Φ2 00 2 1
00 IT7 1
6 Φ8mm 孔 Φ8 IT13 内孔Φ50mm侧端面 7 0 02
0 IT11 3
2 拨叉脚两端面 1 20 6
0 IT11 6
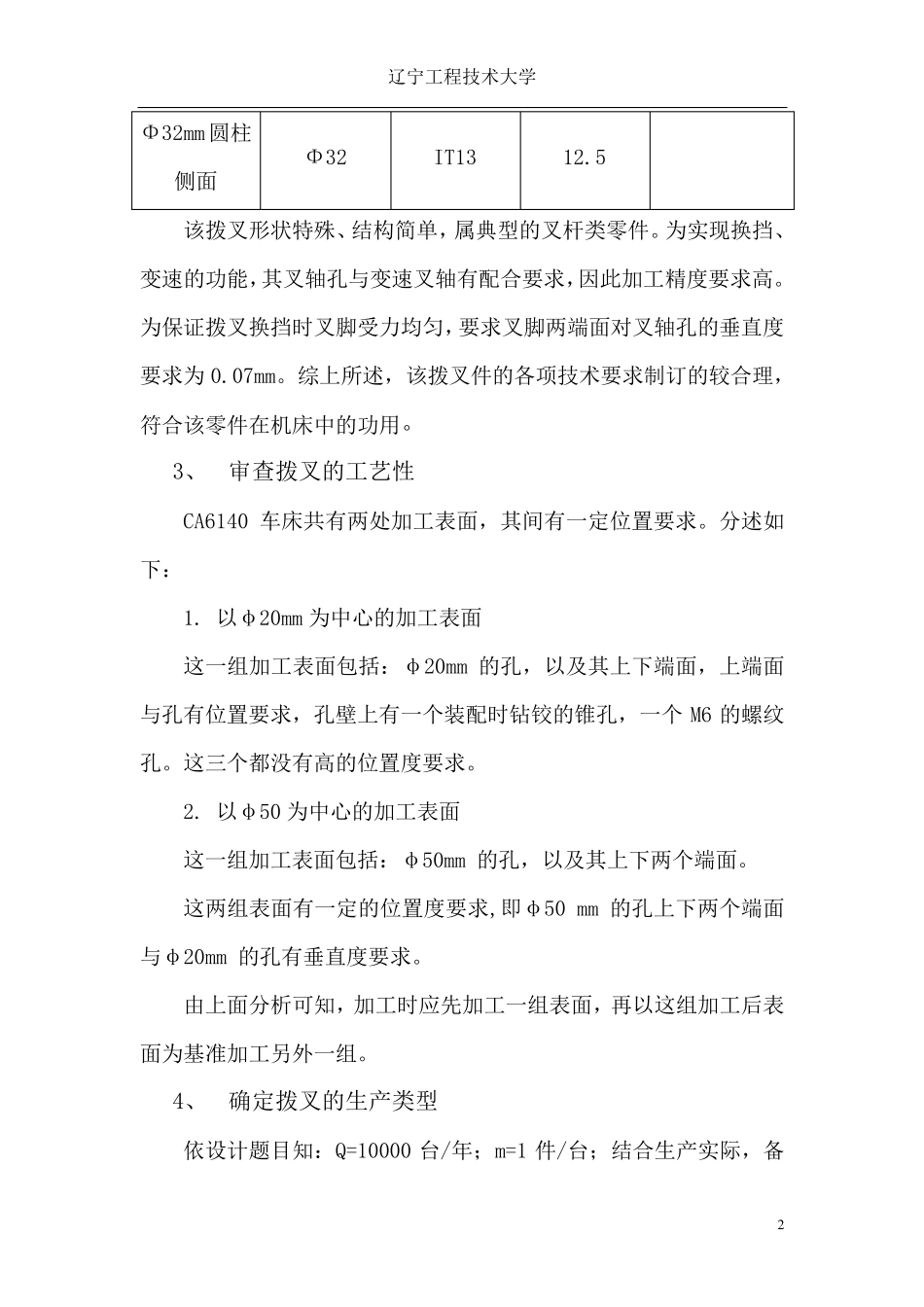
07 A 辽宁工程技术大学 2 Φ32mm 圆柱侧面 Φ32 IT13 12
5 该拨叉形状特殊、结构简单,属典型的叉杆类零件
为实现换挡、变速的功能,其叉轴孔与变速叉轴有配合要求,因此加工精度要求高
为保证拨叉换挡时叉脚受力均匀,要求叉脚两端面对叉轴孔的垂直度要求为 0
综上所述,该拨叉件的各项技术要求制订的较合理,符合该零件在机床中的功用
3、 审查拨叉的工艺性 CA6140 车床共有两处加工表面,其间有一定位置要求
分述如下: 1
以φ20mm 为中心的加工表面 这一组加工表面包括:φ20mm 的孔,以及其上下端面,上端面与孔有位置要求,孔壁上有一个装配时钻铰的锥孔,一个 M6 的螺纹孔
这三个都没有高的位置度要求
以φ50 为中心的加工表面 这一组加工表面包括