管 壳 式 换 热 器 制 造 工 艺 规 程 1、主题内容与适用范围: 本规程规定了本公司管壳式换热器组装制造中的具体工艺要求 2、引用标准 《固定式压力容器安全技术监察规程》、GB151-2014《管壳式换热器》和 GB150-2011《固定式压力容器》
3、基本要求 管壳式换热器主要受压部分的焊接接头分为 A、B、C、D、E 五类,按下图所示
a) 壳体圆筒部分的纵向接头、球形接头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A 类焊接接头
b) 壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头, 均属 B 类焊接接头,但已规定为 A 类的焊接接头除外
c) 平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头,均属 C 类焊接接头
d) 接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D 类焊接接头,但已规定为A、B 类的焊接接头除外
e) 非受压元件吊耳、支座垫板与压力容器连接的焊缝,均属E 类焊接接头
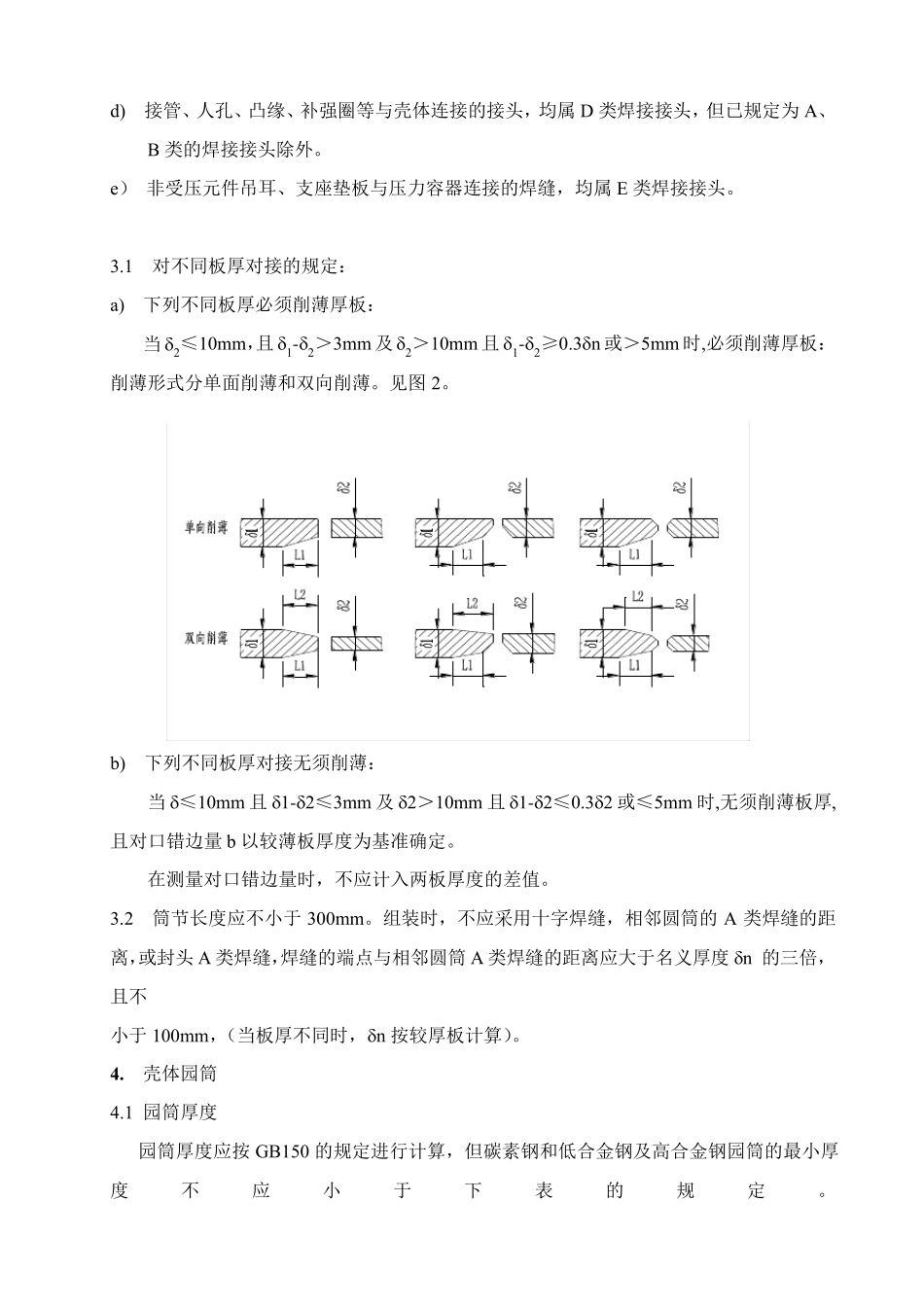
1 对不同板厚对接的规定: a) 下列不同板厚必须削薄厚板: 当2≤10mm,且 1-2>3mm 及 2>10mm 且 1-2≥0
3n或>5mm 时,必须削薄厚板:削薄形式分单面削薄和双向削薄
b) 下列不同板厚对接无须削薄: 当≤10mm 且 1-2≤3mm 及 2>10mm 且 1-2≤0
32 或≤5mm 时,无须削薄板厚,且对口错边量 b 以较薄板厚度为基准确定
在测量对口错边量时,不应计入两板厚度的差值
2 筒节长度应不小于 300mm
组装时,不应采用十字焊缝,相邻圆筒的A 类焊缝的距离,或封头A 类焊缝,焊缝的端点与相邻圆筒 A 类焊缝的距离应大于名义厚度 n 的三倍,且不 小于