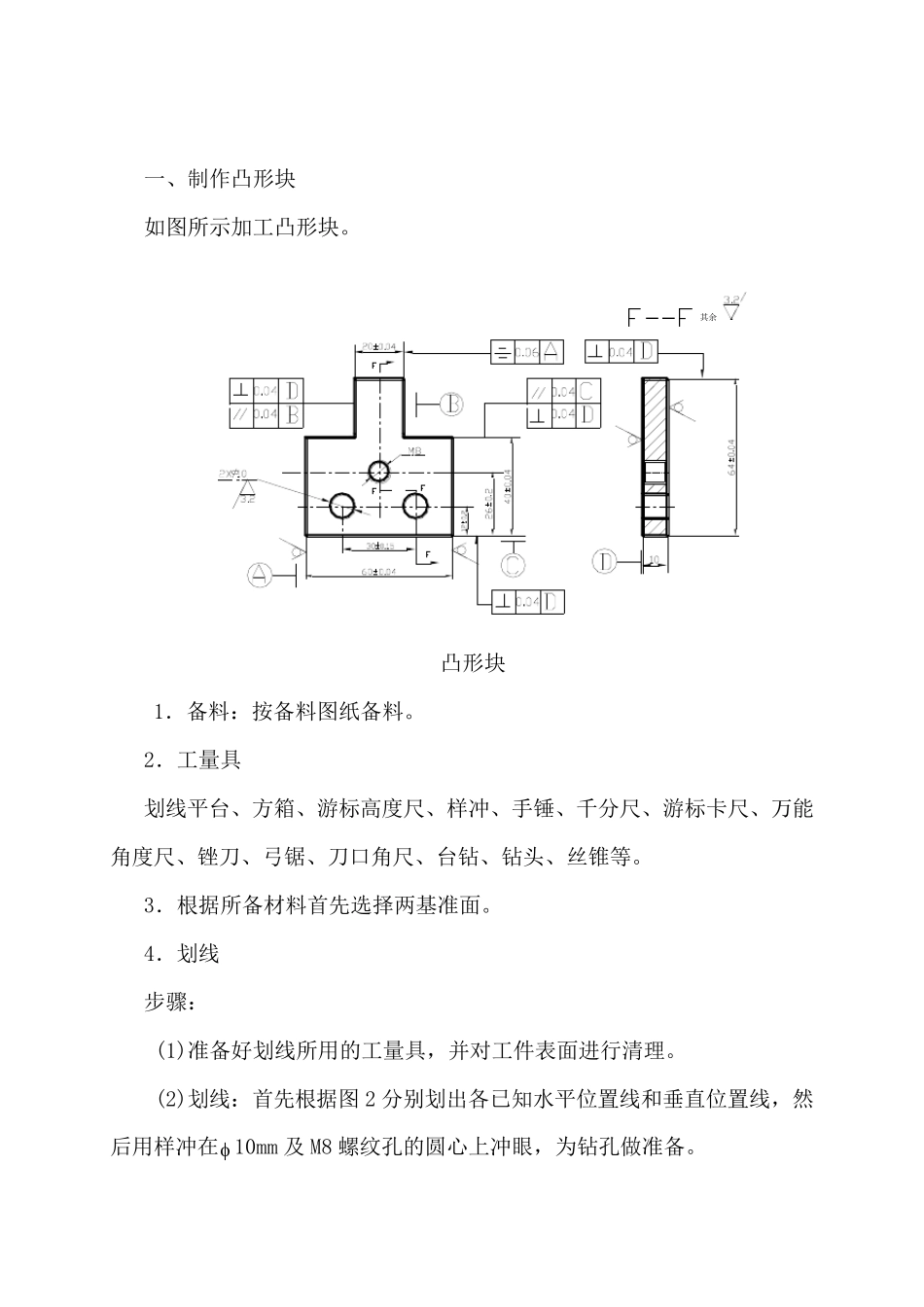
一、制作凸形块 如图所示加工凸形块
其余 凸形块 1.备料:按备料图纸备料
2.工量具 划线平台、方箱、游标高度尺、样冲、手锤、千分尺、游标卡尺、万能角度尺、锉刀、弓锯、刀口角尺、台钻、钻头、丝锥等
3.根据所备材料首先选择两基准面
4.划线 步骤: (1)准备好划线所用的工量具,并对工件表面进行清理
(2)划线:首先根据图 2 分别划出各已知水平位置线和垂直位置线,然后用样冲在 10mm 及 M8 螺纹孔的圆心上冲眼,为钻孔做准备
5.钻孔和攻丝:在 10mm 及M8 螺纹孔的圆心处钻孔,并在φ8mm 孔处进行攻丝
6.锯:根据图纸及划线将余量过大之处锯掉,注意留出锉削余量
7.锉:根据图纸及划线进行锉削,锉的过程中注意尺寸的测量和检验
8.检验:对加工的凸形块进行整体检验,至符合标准为止
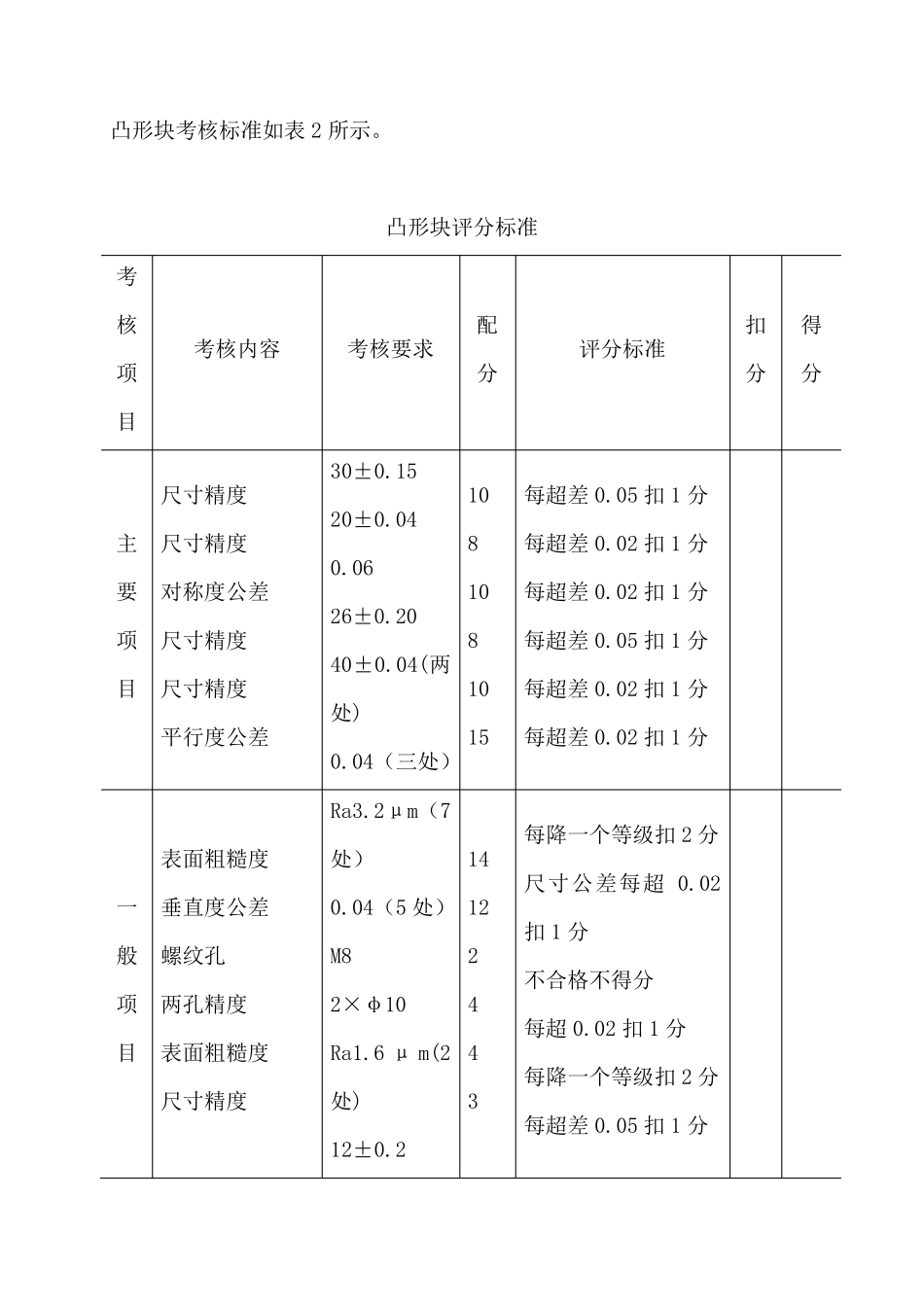
9.考核标准 凸形块考核标准如表2 所示
凸形块评分标准 考核项目 考核内容 考核要求 配 分 评分标准 扣分 得分 主 要 项 目 尺寸精度 尺寸精度 对称度公差 尺寸精度 尺寸精度 平行度公差 30±0
15 20±0
06 26±0
20 40±0
04(两处) 0
04(三处) 10 8 10 8 10 15 每超差0
05 扣1 分 每超差0
02 扣1 分 每超差0
02 扣1 分 每超差0
05 扣1 分 每超差0
02 扣1 分 每超差0
02 扣1 分 一 般 项 目 表面粗糙度 垂直度公差 螺纹孔 两孔精度 表面粗糙度 尺寸精度 Ra3
2μm(7处) 0
04(5 处) M8 2×φ10 Ra1
6 μ m(2处) 12±0
2 14 12 2 4 4 3 每降一个等级扣2 分 尺寸公差每超 0
02扣1 分 不合格不得分 每超 0
02 扣1 分 每降一个等级扣2 分 每超差0
05 扣1 分 安 全 及 文 明 生 产 1、