什么是生产过程、工艺过程和工艺规程
答:①机器的生产过程是将原材料转变为成品的全过程
②在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或半成品的过程成为工艺过程
③人们把合理工艺过程的有关内容写成工艺文件的形式,用以指导生产,这些工艺文件即称为工艺规程
何为工序、工步、走刀
答:①工序:一个工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程
②工步:是在加工表面不变,加工工具不变、切削用量不变的条件下所连续完成的那部分工序
③走刀:是加工工具在加工表面上加工一次所完成的工步
零件获得尺寸精度、形状精度、位置精度的方法有哪些
答:①尺寸精度的获得方法:试切法、定尺寸道具法、调整法、自动控制法
②形状精度的获取方法:轨迹法、成形法,展成法
③位置精度的获得与工件的装夹方式和加工方式有关
当需要装夹加工时,有关表面的位置精度依赖夹具的正确定位来保证,如果工件一次装夹加工多个表面时,各表面的位置精度则依赖机床的精度来保证,如数控加工中主要靠机床的精度来保证工件各表面之间的位置精度
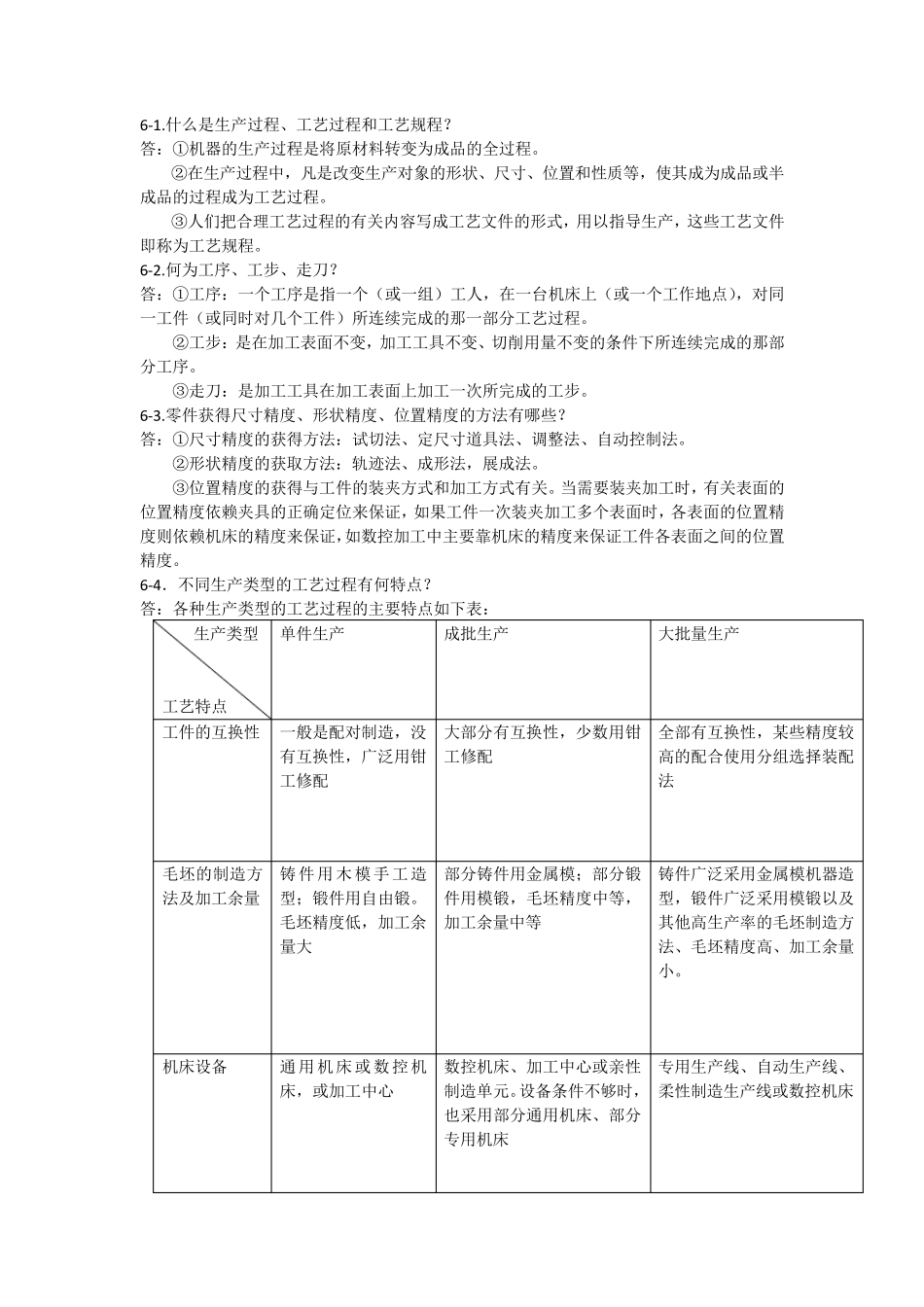
6-4.不同生产类型的工艺过程有何特点
答:各种生产类型的工艺过程的主要特点如下表: 生产类型 工艺特点 单件生产 成批生产 大批量生产 工件的互换性 一般是配对制造,没有互换性,广泛用钳工修配 大部分有互换性,少数用钳工修配 全部有互换性,某些精度较高的配合使用分组选择装配法 毛坯的制造方法及加工余量 铸件用木模手工造型;锻件用自由锻
毛坯精度低,加工余量大 部分铸件用金属模;部分锻件用模锻,毛坯精度中等,加工余量中等 铸件广泛采用金属模机器造型,锻件广泛采用模锻以及其他高生产率的毛坯制造方法、毛坯精度高、加工余量小
机床设备 通用机床或数控机床,或加工中心 数