检测螺纹大小的方法 (1)检测小尺寸螺纹(如M6×1,M6×0
75,M5×0
(2)检测大尺寸螺纹(如M132×1
5/K25JL3,M147×1
5/MMD152JL1 等)
(3)螺纹实际加工过程中,现场检测,判断中径是否加工到尺寸时
在这种情况下,作为检测人员,我们就思考,能否找到一种既不损失测量精度又能提高检测速度的测量方法来对上述三种状况下的螺纹进行检测呢
通过对中径测量六种方法的研究,结合三针法和单针法的特点,经过试验,总结出异于传统两针法(双侧两针法)的两针法(单侧两针法)
1 三针法具体步骤 我们以普通螺纹塞规为例说明一下三针检测外螺纹中径的一般步骤
假定被检螺纹塞规的理论中径为 d2,牙形角为α ,螺距为p
简述如下: (1) 由公式dD=p/2cos(α /2)计算出最佳针径dD,根据计算结果,选择适当的三针直径d针
(2) 由公式M=d2+d针[1+)α 2sin(1]-2p ctg(α /2)计算出用三针测量时的理论M值,并根据M值选择适当的千分尺
(3) 测量:将三针依次放入被测件两侧适当的牙形后,轻微调节千分尺的测头,使得千分尺的测头、测帧与三针接触适当(千分尺在螺纹塞规轴向找到最小点,径向找到最大点,用手指轻触三针,三针均不活动)后,读出数据M′
(4) 用实际M′值与理论M值比较,换算出实际中径的数值,判断其是否合格
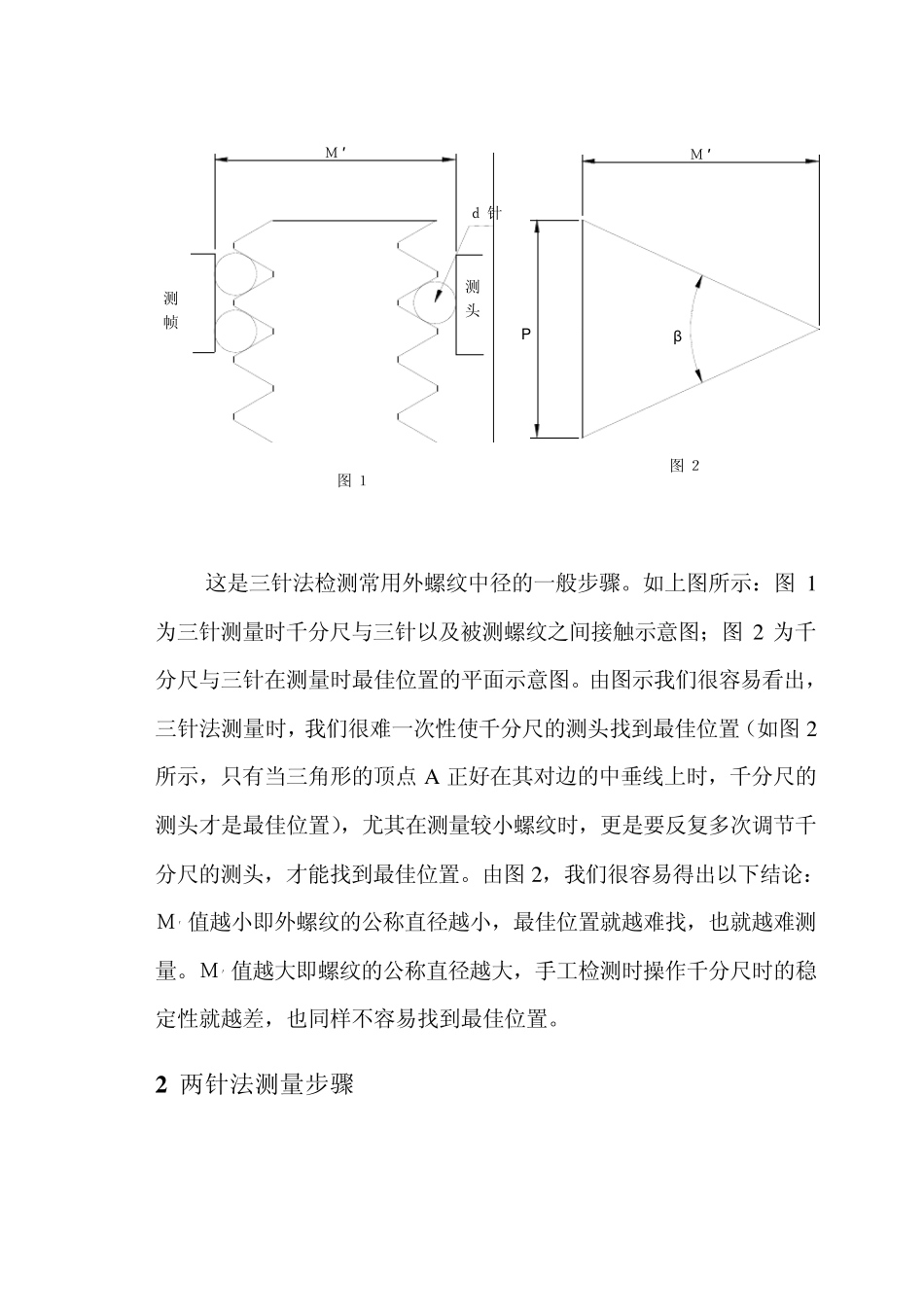
βM′图2 图1d针测头PM′测 帧 这是三针法检测常用外螺纹中径的一般步骤
如上图所示:图1为三针测量时千分尺与三针以及被测螺纹之间接触示意图;图2 为千分尺与三针在测量时最佳位置的平面示意图
由图示我们很容易看出,三针法测量时,我们很难一次性使千分尺的测头找到最佳位置(如图2所示,只有当三角形的顶点A 正好在其对边的中垂线上时,千分尺的测头才是最佳位置),尤其在测量较小螺纹时,更是要反复多次调节千