氩弧焊使用工艺规程 LLJS-005-2011 1 适用范围:本工艺守则适用于铝合金、不锈钢、铁板、铝等金属的焊接
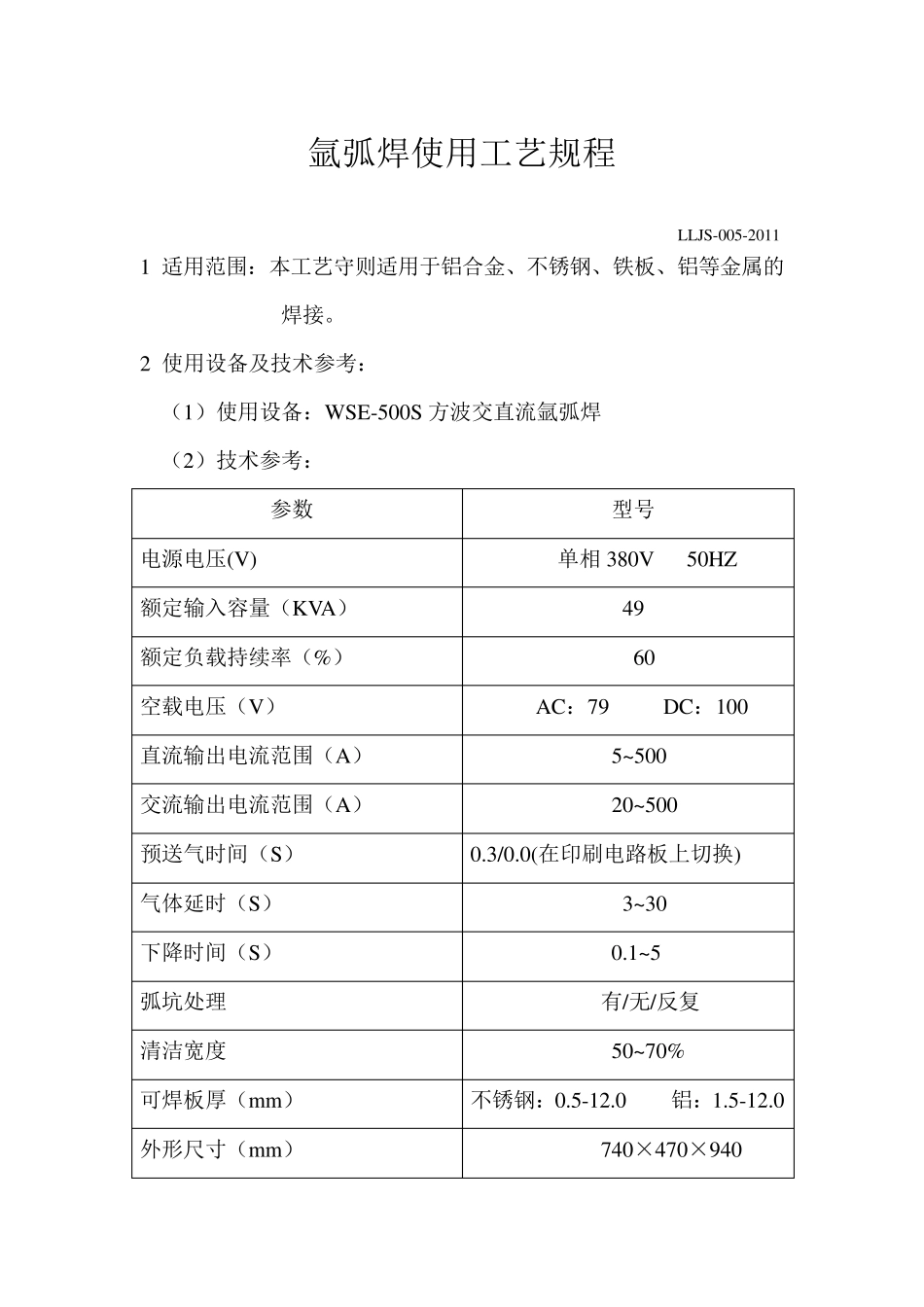
2 使用设备及技术参考: (1)使用设备:WSE-500S 方波交直流氩弧焊 (2)技术参考: 参数 型号 电源电压(V) 单相380V 50HZ 额定输入容量(KVA) 49 额定负载持续率(%) 60 空载电压(V) AC:79 DC:100 直流输出电流范围(A) 5~500 交流输出电流范围(A) 20~500 预送气时间(S) 0
0(在印刷电路板上切换) 气体延时(S) 3~30 下降时间(S) 0
1~5 弧坑处理 有/无/反复 清洁宽度 50~70% 可焊板厚(mm) 不锈钢:0
0 外形尺寸(mm) 740×470×940 重量(kg) 234 注:额定负载率60%是指10 分钟时间内,在额定焊接电流下使用6分钟后停止4 分钟后在进行焊接
负载率超过额定值后,焊机的温度将上升,超过允许之后,会使焊机情况恶化,烧损焊机
焊前准备 3 用电安全: 1)在下列情况,一定要通过配电箱的开关将电源切断
A 当需要接触电源输入或输出端子或需要打开机盖进行内部检查时
B 当需要检查焊枪或更换配件时
C 当不需要使用焊枪时
2)为避免触电,请确认是否可靠接地
3)对已损坏电缆必须更换新的
4)在潮湿的地点操作或连接母材电缆时,一定要穿着干燥的工作服,带皮手套和穿橡胶安全鞋
4 通风换气 为减少焊接气孔形成机率,提高焊接质量,在焊接过程中应做好防风工作
同时焊接过程中会产生微量烟尘及对人体有害的气体,需采取换气措施
5 光的保护 焊接时会产生特强的弧光和金属飞溅物,所以焊接时使用有足够遮光度的眼镜或焊接用面罩,穿工作服和戴工作手套,以保 护眼睛、面部、颈部、手臂及腿部
6 火灾 在焊接过程中,高温熔