1 17"单刃滚刀维修步骤 根据滚刀刀圈的磨损程度,按照刀具更换指南确定更换刀圈或进行修整
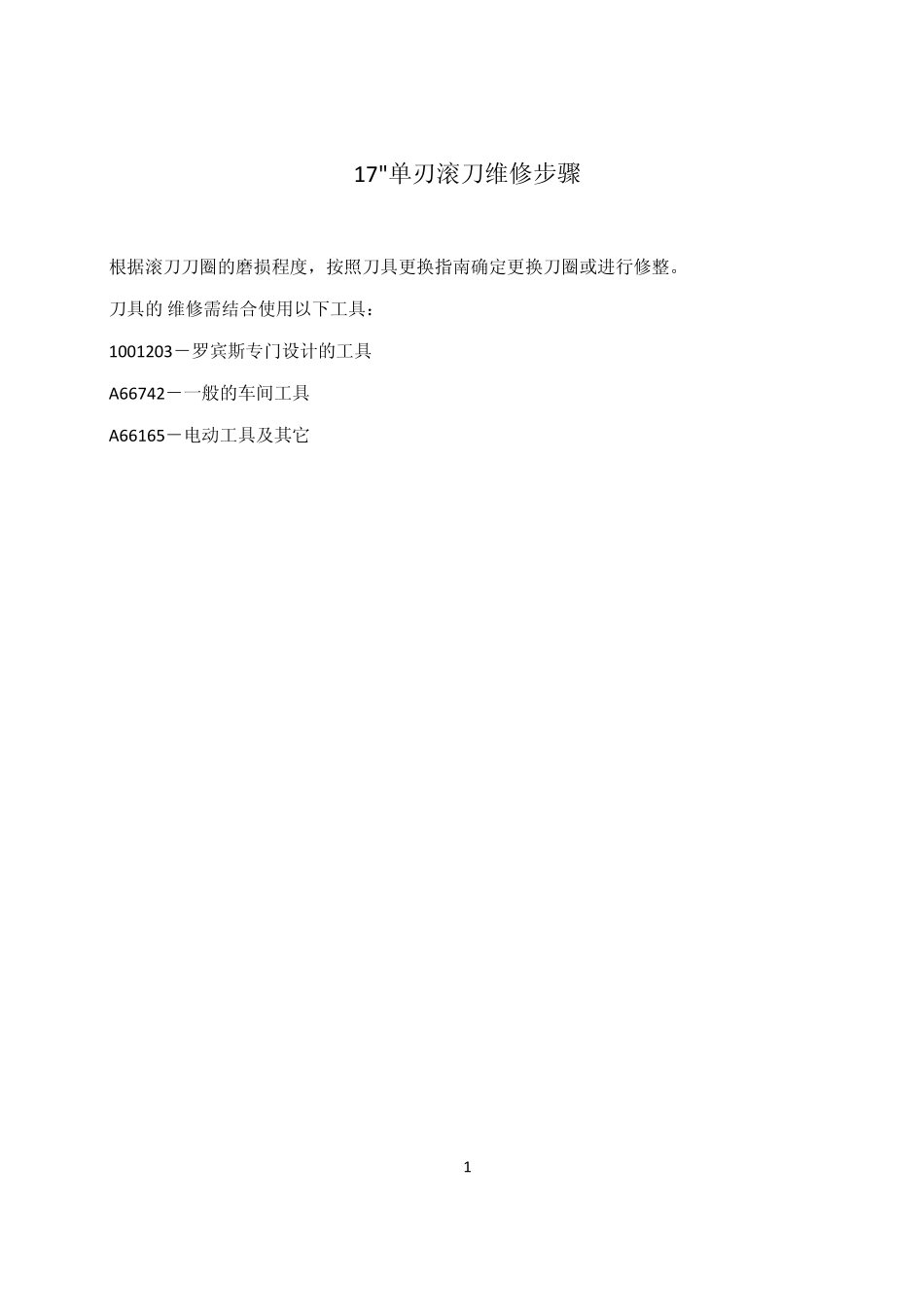
刀具的 维修需结合使用以下工具: 1001203-罗宾斯专门设计的工具 A66742-一般的车间工具 A66165-电动工具及其它 Figure 1 - Cutter AssemblyVent Plu g A37659-2 Pipe Plu g A23395 O-Ring 652-667 Bearing Cone A17000-2 Shaft Retainer 1000942 Shaft C9292 Bearing Cone A17000-2 Split Ring A12069 Hu b D68044-1 Pressu re Compensator Valv e A30069-2 Shaft Retainer 1000942 Seal Set B47037-1 Bearing Cu p A17000-1 Disc Ring Pipe Plu g A23395 Bearing Cu p A17000-1 Seal Set B47037-1 O-Ring 652-667 Cru sh Spacer C75090-1 Vent Plu g A37659-2 Pressu re Compensator Valv e A30069-2 SHCS A23385-9 SHCS A23385-9 3 1
准备工作 a) 高压清洗整个刀具,尽量清理掉螺纹和密封盖板上所有的渣土
b) 清理所有的部件 1) 清理所有配套部件上的毛刺,使之整洁
需要的时候,可以用电动线轮清除堆积起来的较硬的渣土; 2) 用涂抹溶解剂的小石块清理刀毂外径刀圈支座上的渣土
任何时候都禁止使用带电工具打磨其表面
c) 拆除并清理1/4"油堵A23395、压力补偿器阀门 A30069‐2 和透气塞 A37695‐2 d)