一、前言 压铸作为有色金属铸造业的一种革命,大大的提高了铸件生产的生产率,成型率,降低了生产成本,也为铸件在各行各业的应用奠定广泛的基础
现在,即使那些对压铸一无所知的人们也无时无刻不在日常生活中得益于压铸技术的应用
然而,压铸工艺从它的诞生起就带有严重的先天不足---型腔内的气体影响
与传统的砂型或金属固定模重力铸造相比,压铸在浇口的高速喷射比重力自然流入的高温液态金属有着更好的充型效果,但也正是由于高温高压高速的金属喷射,使金属与型腔内的空气和热金属与型腔内残留润滑剂所产生的烟气有更大可能的结合
因此,传统压铸件的金属结构远远不如砂型或固定金属模的铸造件是一个不争的事实
为改善压铸的这种致命缺陷,业内人士早在大半个世纪前开始就对其工艺进行了不断的改进,诸如在模具上开排气槽,尽量采用小压室的压射,低速压射,以及现代压铸机采用的多段多速压射技术
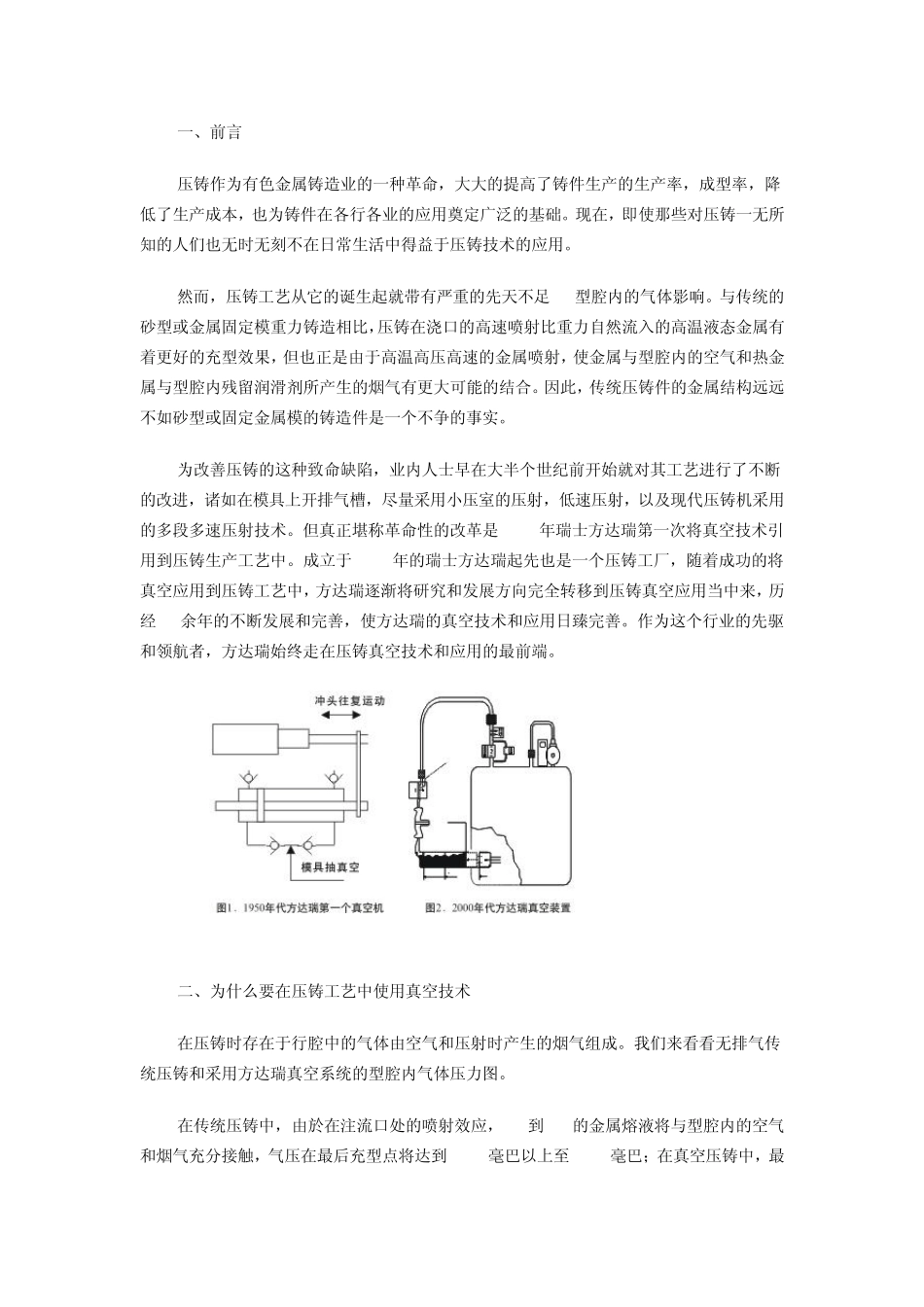
但真正堪称革命性的改革是 1956年瑞士方达瑞第一次将真空技术引用到压铸生产工艺中
成立于 1942年的瑞士方达瑞起先也是一个压铸工厂,随着成功的将真空应用到压铸工艺中,方达瑞逐渐将研究和发展方向完全转移到压铸真空应用当中来,历经 60余年的不断发展和完善,使方达瑞的真空技术和应用日臻完善
作为这个行业的先驱和领航者,方达瑞始终走在压铸真空技术和应用的最前端
二、为什么要在压铸工艺中使用真空技术 在压铸时存在于行腔中的气体由空气和压射时产生的烟气组成
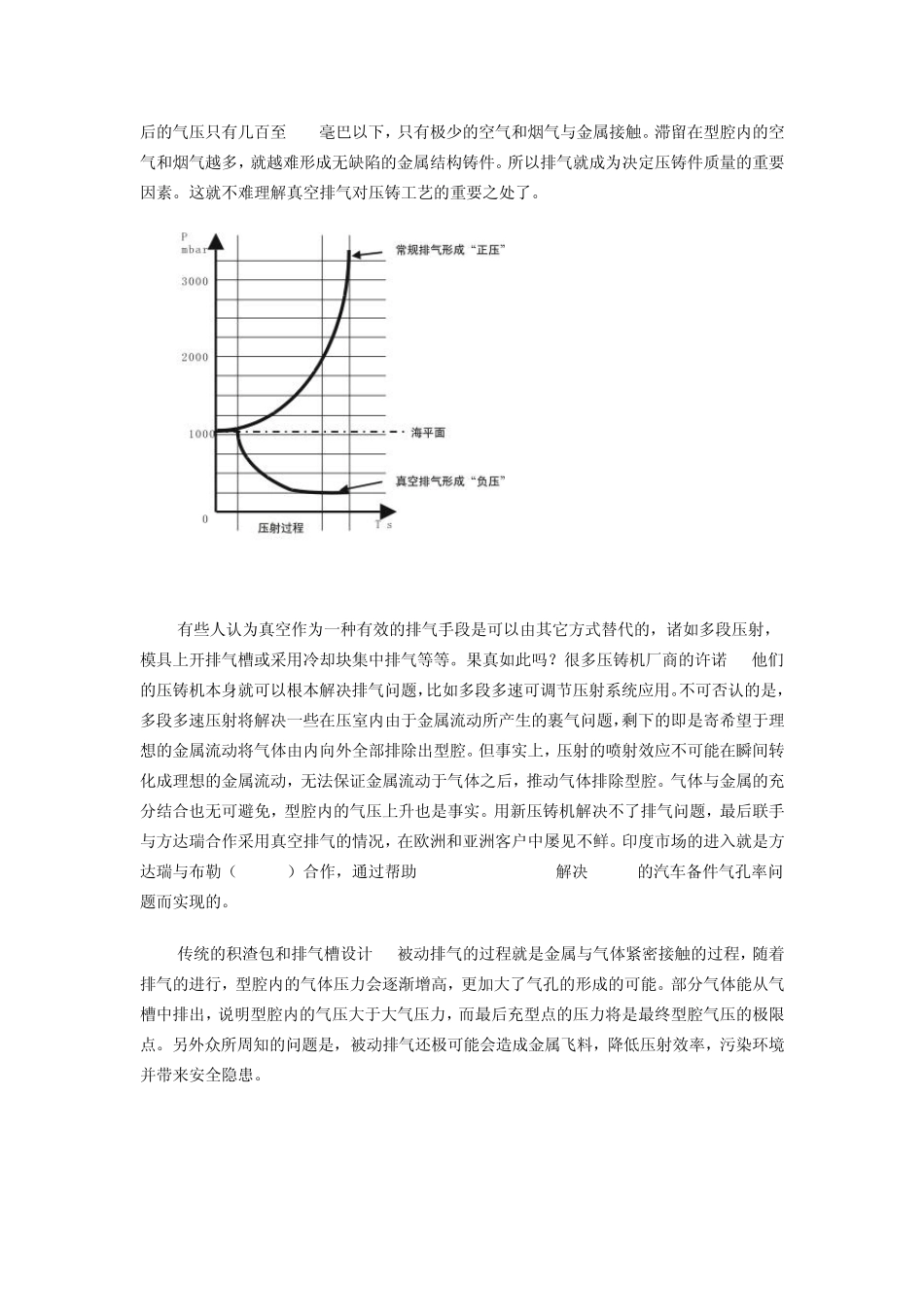
我们来看看无排气传统压铸和采用方达瑞真空系统的型腔内气体压力图
在传统压铸中,由於在注流口处的喷射效应,50%到 90%的金属熔液将与型腔内的空气和烟气充分接触,气压在最后充型点将达到 3000毫巴以上至 4000毫巴;在真空压铸中,最 后的气压只有几百至100毫巴以下,只有极少的空气和烟气与金属接触
滞留在型腔内的空气和烟气越多,就越难形成无缺陷的金属结构铸件
所以排气就成为