碳弧气刨基本知识 一、 碳弧气刨的原理:利用石墨棒或碳极与工件间产生的电弧将金属熔化,并用压缩空气将其吹掉,实现在金属表面上加工沟槽的方法叫做碳弧气刨
1、 电源:应采用具有下降特性的直流弧焊电源
2、 气刨枪:应具有导电性好,电极夹持牢固,更换电极方便,压缩空气吹出来集中而准确,外壳绝缘良好,重量轻,使用方便,常用的是焊钳式刨枪、扁碳棒气刨枪、圆周送风式气刨枪
3、 空气导管:目前采用的是风电合一的气刨软管 4、 碳棒:碳棒在碳弧气刨时,作为电极,用作传导电流和引燃电弧,常用的是镀铜实心碳棒,镀铜的目的是更好的传导电流
外形有圆碳棒和扁碳棒两种,圆碳棒主要是用于在焊缝背面清理焊根,扁碳棒刨槽较宽,可以用于开坡口,刨焊瘤或切割量较大的金属
对碳棒的要求是耐高温,导电性良好和不易开裂
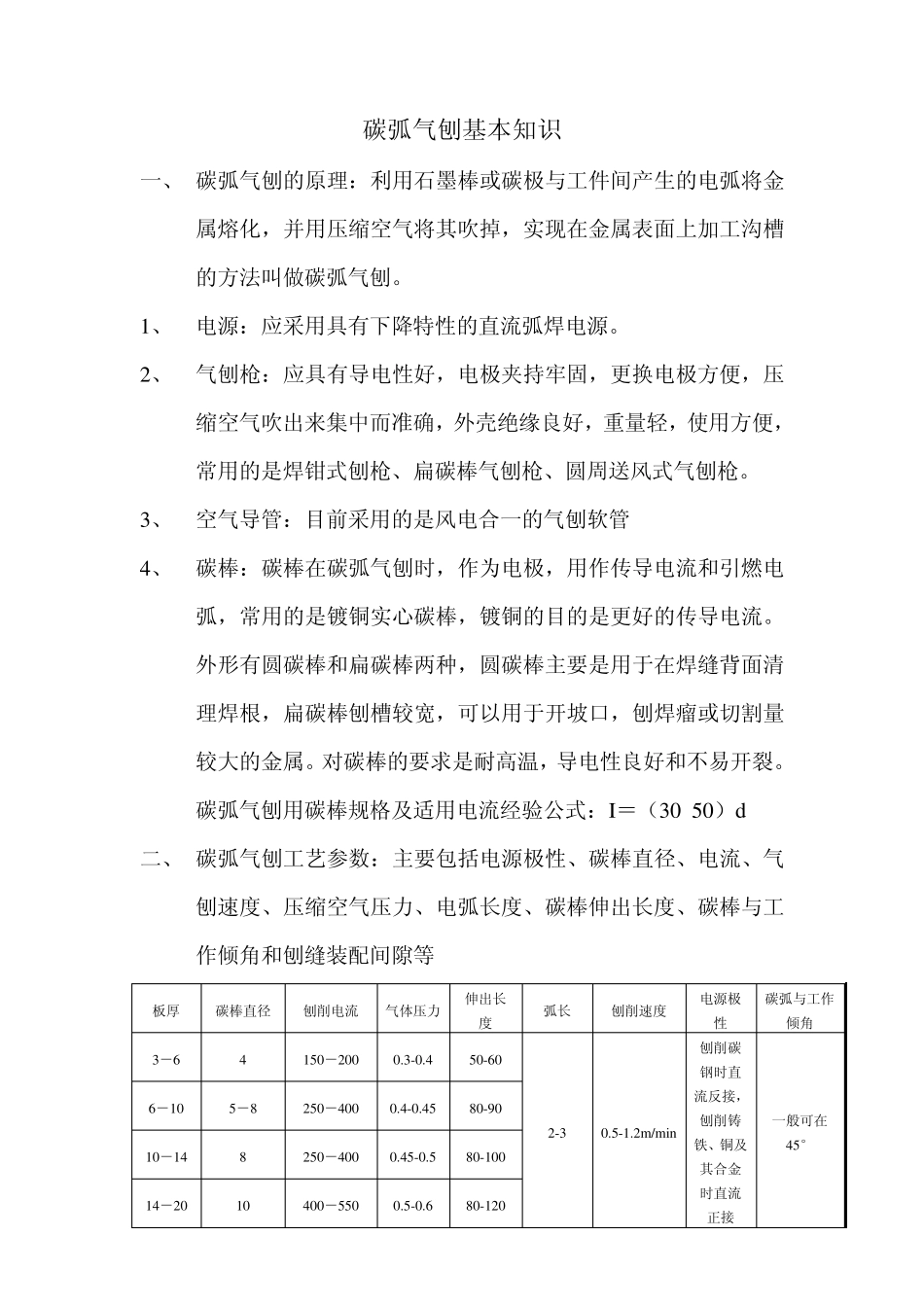
碳弧气刨用碳棒规格及适用电流经验公式:I=(30~50)d 二、 碳弧气刨工艺参数:主要包括电源极性、碳棒直径、电流、气刨速度、压缩空气压力、电弧长度、碳棒伸出长度、碳棒与工作倾角和刨缝装配间隙等 板厚 碳棒直径 刨削电流 气体压力 伸出长度 弧长 刨削速度 电源极性 碳弧与工作倾角 3-6 4 150-200 0
4 50-60 2-3 0
2m/min 刨削碳钢时直流反接,刨削铸铁、铜及其合金时直流正接 一般可在45° 6-10 5-8 250-400 0
45 80-90 10-14 8 250-400 0
5 80-100 14-20 10 400-550 0
6 80-120 三、 操作方法: 1、 准备工作:开始气刨前,要检查电源极性,根据碳棒直径选择电流
碳棒直径的选择与材料厚度及刨槽宽度、深度有关
碳棒直径一般选择比刨槽宽度小2-4m m
调节碳棒伸出长度至80-100m m 左右,调节好出风口,使风口对准刨槽
2、 起弧:刨削