1 VRV 空调系统冷媒管施工工艺 1 适用范围 本工法适用于民用建筑 VRV 空调系统中的冷媒铜管系统施工
2 引用标准 下列标准所包含的条文,通过在本工艺标准中引用而构成为本工艺标准的条文
在本工艺标准出版时,所示版本均为有效
所有标准都会被修订,使用本工艺标准的各方应探讨使用下列标准最新版本的可能性
《铜管钎焊技术要求》CB-T 3832-1999 《通风与空调工程施工质量验收规范》(GB50243-2002) 《建筑铜管管道工程连接技术规程》CECS228:2007 《通风与空调工程施工技术操作规程》DBJ13-45-2002 《空调与制冷用无缝铜管》ASTM B280-03 3 工艺流程概况 VRV 空调系统冷媒管施工工艺流程:施工准备→铜管加工→钎焊连接→铜管敷设→管道冲洗→气密试验→管道保温→真空干燥→冷媒追加→调试运行 4 工艺流程 4
1 施工准备 4
1 现场核对:安装前首先核对图纸,检查管道布置是否与结构及其它专业管道交叉、矛盾;核对管道预埋件、支架、套管的位置、标高是否正确
2 预留孔洞:在主体施工阶段,根据设计图纸在管道穿板处采用 UPVC 或钢套管预留孔洞,穿墙穿梁处则预埋钢套管
孔洞大小为保温后的外径大两号
3 安装套管:管道穿墙穿板处应设置钢套管
套管管径比保温后的管外径大两号
穿墙套管应与墙体装饰面平齐,穿楼板套管应与楼板底面平齐,穿楼板套管高出装饰地面5 ㎝
管道焊缝接头不得置于套管内
管道与套管间的空隙用岩棉等不燃或难燃材料填塞密实,外加防水油膏封堵
2 铜管加工 4
1 切割:1) 根据图纸和现场实测尺寸采用专用割管器切割铜管
割管器应绕铜管逆时针旋转,并不断旋紧转柄
刀口应与管轴线垂直(切口允许倾斜偏差为管径的 1%)并缓缓进刀以防挤扁铜管
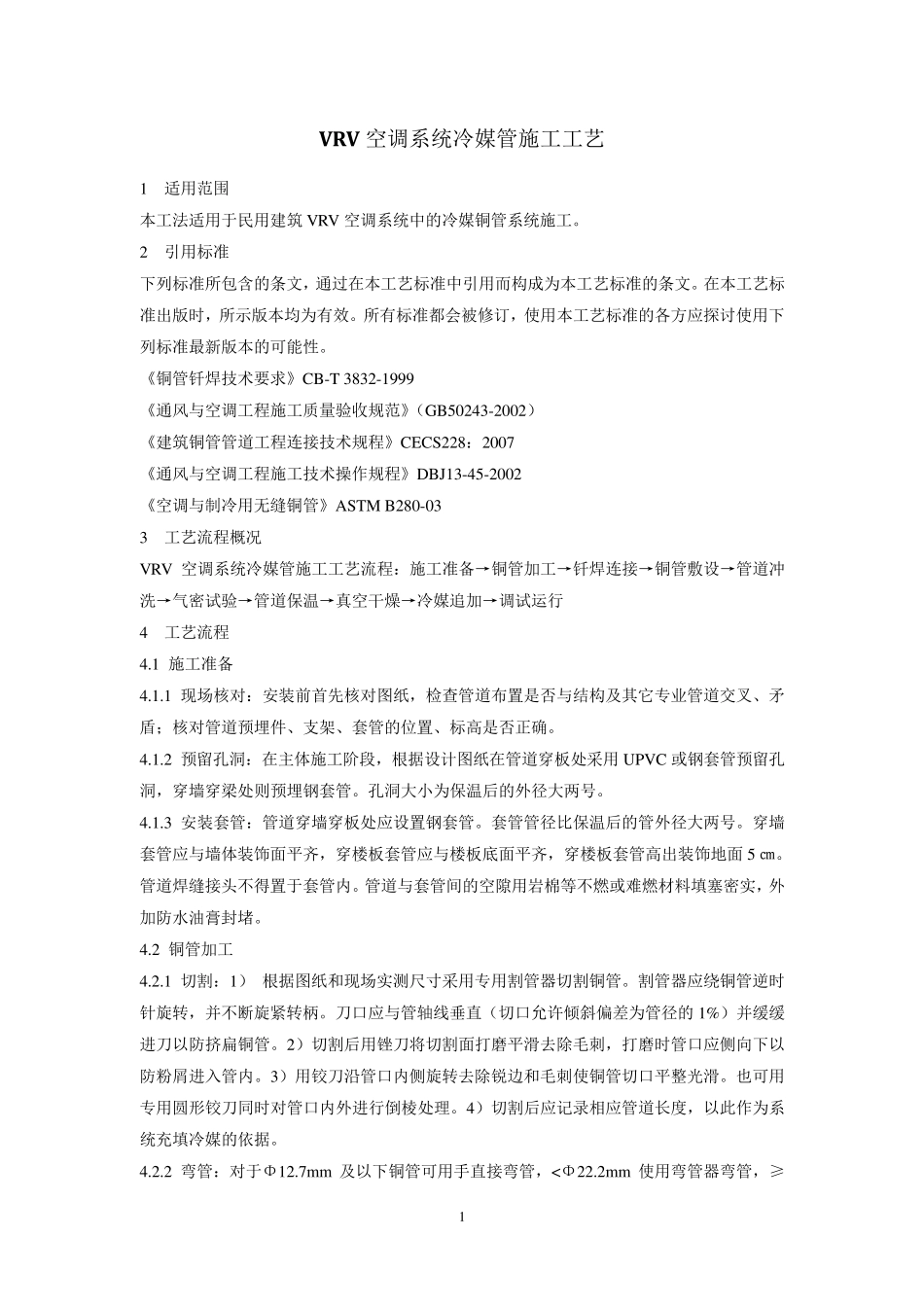
2)切割后用锉刀将切割面打磨平滑去除毛刺,打磨时管口应