调整穿孔机遵循的原则 调整正确的标志是
管坯咬入平稳,毛管抛出顺利,穿孔过程稳定,顶杆无明显跳动,毛管内外表面质量良好,毛管尺寸符合要求,主电机负荷正常为达到上述目的
穿孔机调整应遵循的原则是
轧制线必须与穿孔中心线重合或者比穿孔中心线略底3~5 毫米
两轧辊中心线的水平投影应同时平行于轧制线
两轧辊相对于穿孔中心线的倾角既前进角必须相等
确保顶杆在穿孔过程中有较高的钢性即顶杆不能有明显的跳动 甩动
顶头所处的位置应适中以免造成前卡或者后卡事故
应实现无孔腔状态下的穿孔过程
穿孔工具 如轧辊
导板都不应严重磨损. 8
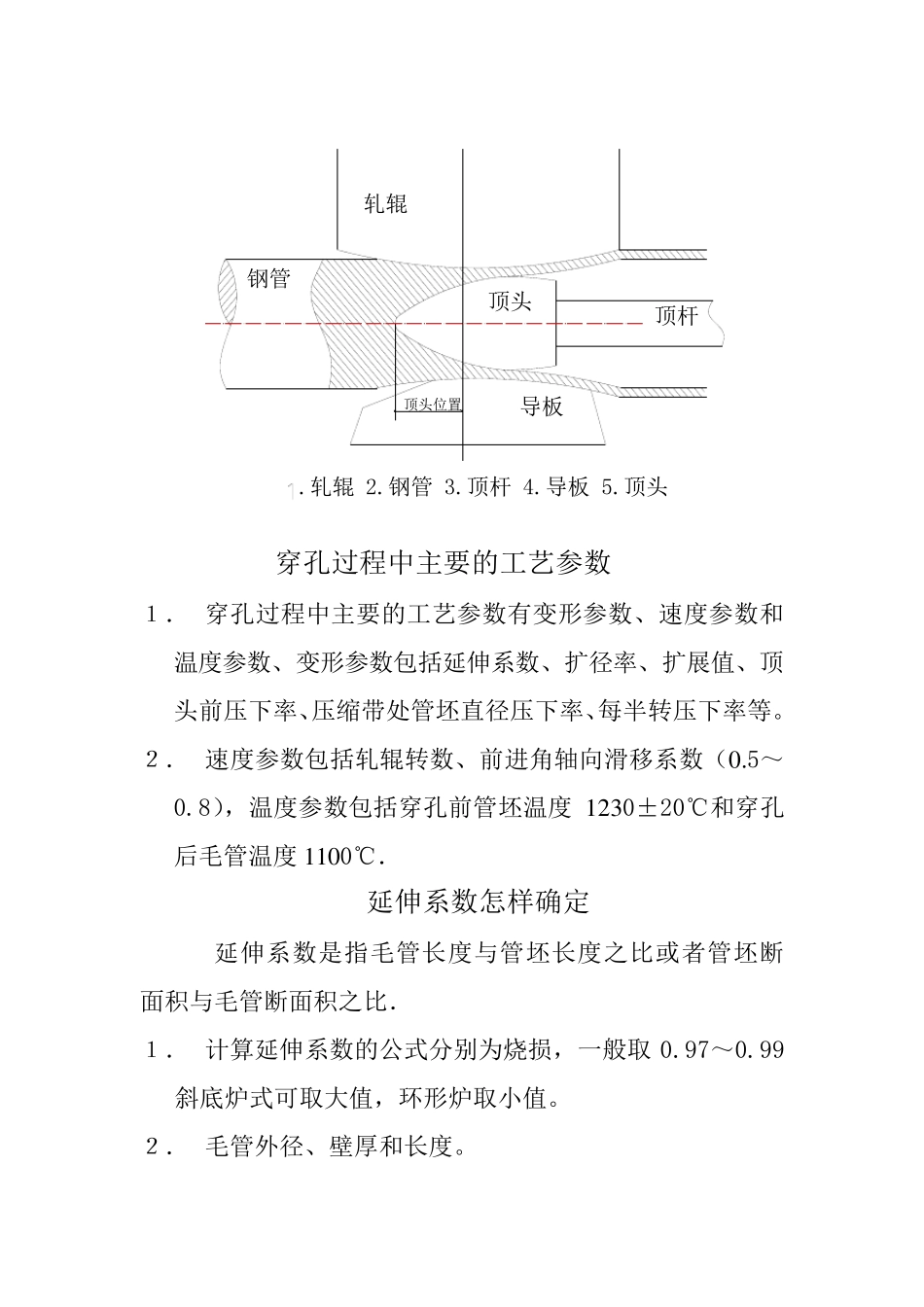
穿孔机调整工必须勤观察穿孔机运转的工作情况以及工具使用情况,必须勤检测毛管内外表面的质量以及尺寸,发现问题应及时处理.(如图) 钢管轧辊导板顶杆顶头顶头位置
顶头 穿孔过程中主要的工艺参数 1. 穿孔过程中主要的工艺参数有变形参数、速度参数和温度参数、变形参数包括延伸系数、扩径率、扩展值、顶头前压下率、压缩带处管坯直径压下率、每半转压下率等
2. 速度参数包括轧辊转数、前进角轴向滑移系数(0
8),温度参数包括穿孔前管坯温度1 2 3 0±20℃和穿孔后毛管温度1 1 0 0℃. 延伸系数怎样确定 延伸系数是指毛管长度与管坯长度之比或者管坯断面积与毛管断面积之比. 1. 计算延伸系数的公式分别为烧损,一般取 0
99斜底炉式可取大值,环形炉取小值
2. 毛管外径、壁厚和长度
3. 管坯直径、长度和断面积,延伸系数大则穿出的管子壁薄,但受到毛管内外表面质量咬入条件,轧卡等限制也不能太薄,一般小型穿孔机穿出毛管的壁厚为 4
5~5毫米.穿碳素钢管坯的延伸系数为3~4
5,穿合金钢管2
5~4 延伸系数的下限受到顶杆强度和稳定性的限制,